Данная статья будет полезна тем, у кого есть дачные дома, не
эксплуатируемые в зимний период, но имеющие гидравлическую систему
отопления.
В случае, если у вас гидравлическая система отопления, заполненная
незамерзающим теплоносителем, перед запуском вам следует убедиться в
герметичности системы и в наличии давления в системе. Проверить
мембранные баки в системе на предмет их работоспособности и
целостности. Самый простой способ это сделать — выпустить немного
воздуха из воздушной полости и убедиться, что там нет теплоносителя. Этот
тест покажет целостность мембраны в расширительном баке. При
необходимости бак можно подкачать. В случае, если из подкачивающего
ниппеля выходит теплоноситель, необходимо заменить мембранный бак.
Если система герметична и мембранные баки исправны, необходимо
прочистить фильтр механической очистки. Он почти всегда располагается на
обратке котла. Также обязательным мероприятием после длительного
простоя является проворот вала ротора рабочего колеса циркуляционного
насоса, расположенного в котле, а также всех остальных насосов в системе.
Циркуляционные насосы в системах отопления вращаются на подшипниках
скольжения, которые могут закисать во время длительного простоя. Так как
электрические двигатели циркуляционных насосов обладают невысокой
мощностью, этой мощности может оказаться недостаточно для того, чтобы
сдвинуть с места закисший насос. Поэтому рекомендуется делать это
вручную.
Для этого необходимо открутить единственную пробку с торца — она под
большую плоскую отвёртку, за ней будет виден торец вала циркуляционного
насоса с лыской под маленькую плоскую отвёртку. От руки он должен
прокручиваться легко. Достаточно сделать пару оборотов. Отсекать насос
кранами или сливать систему для этого не нужно. В процессе может
пролиться пара чайных ложек теплоносителя, и это нормально.
Далее, убедившись в наличии топлива (открытого газового крана) или
подключении к электроэнергии (в зависимости от вида топлива), запустить
котёл. При невысоких плюсовых температурах некоторые газовые котлы
могут не запуститься. В этом случае необходимо электрическим
нагревателем нагреть внутреннюю полость котла, а с ней и датчик
температуры, запрещающий работу. При проведении всех этих мероприятий
котёл может запуститься не с первого раза — это нормально, не волнуемся.
Это связано с тем, что топливо или газ могут не сразу попасть в камеру
сгорания.
После удачного запуска необходимо выгнать воздух в процессе работы
системы, убедиться, что система работает и все приборы отопления
прогреваются.
Также в процессе работы необходимо контролировать давление в системе и
при необходимости подпитать систему новым теплоносителем при помощи
подкачивающего или опрессовочного насоса. Через непродолжительное
время после успешного запуска рекомендуется повторно прочистить
фильтр. После длительного простоя в разных местах системы может
образоваться грязь, которая обязательно сорвётся с насиженных мест во
время работы.
Рекомендуется контролировать и проверять давление в системе отопления и
все прочие параметры работы системы первые несколько часов.
Учитывайте, что теплоноситель при нагреве в системе расширяется, а значит,
и давление может немного колебаться — это нормально. Проведите
техническое обслуживание котла, если вы не делали этого при завершении
отопительного сезона.
Для систем отопления, не имеющих незамерзающего теплоносителя,
алгоритм действий будет схожим, но добавится процесс заполнения
системы. Этот процесс должен осуществляться строго при плюсовых
температурах с последующим вытеснением воздуха. Воздух в системе может
создавать гидравлический шум первое время, особенно в насосной части —
это нормально.
В процессе запуска систем на воде может оказаться так, что какие-то петли
тёплого пола могли быть не до конца продуты сжатым воздухом при сливе
системы осенью. В этих местах трубы могло прихватить замёрзшей водой.
Циркуляция по этим петлям может возобновиться не сразу. В этом нет
ничего страшного, если вы использовали трубы из сшитого полиэтилена
завода РОСТерм. Они могут выдерживать несколько десятков циклов
разморозки.
Главная мысль заключается в том, что не надо спешить при запуске.
Будьте последовательны, делайте перерывы на передышку — они берегут от
ошибок, связанных со спешкой. Избавляйтесь от грязи и воздуха в процессе
работы системы в первые часы, на ходу — это нормально.
Используйте качественные материалы, выпускаемые, например, нашим
производством. В этом случае вы не будете бояться заморозить каплю воды
внутри тёплого пола, вы не будете переживать за грязь в системе, потому
что её не будет, ведь трубы РОСТерм имеют кислородный защитный слой,
исключающий образование шлама в системе.
Мы спрашиваем монтажника:
5 косяков при монтаже PE-Xa, которые всплывают через 1–2 года
Ошибки по PE-Xa не «взрываются» сразу.
Они тихо ждут. А потом вдруг течь, переделка и минус деньги.
Разбираем основные с опытными российскими монтажниками:
1. «Кривой монтаж»
Как пример, гильза надета задом наперёд (если латунная).
Или посажена не до конца.
Соединение держится. Пока держится.
Через год — микроподтёк.
Через два — переделка.
Аксиальная система — это чёткая геометрия. Тут нет мелочей. И неважно, используется ли
PE-Xa РОСТерм или любая другая — если монтаж нарушен, соединение не будет работать
как система.
2. Инструмент «примерно подходит»
Работают тем, что есть, а не тем, что нужно.
Ошибки:
– не тот расширитель
– изношенные насадки
– инструмент не под эту толщину стенки
– попытка «прижать» вместо нормального аксиального монтажа
Результат — соединение формально собрано, но геометрия нарушена.
А через год — привет, протечка.
Трубы РОСТерм PE-Xa рассчитаны под корректный аксиальный монтаж с соблюдением
технологии.
Экономия на инструменте всегда выходит боком.
3. Монтаж вне температурного диапазона
Монтаж на морозе.
Труба «дубовая». Расширение неполноценное.
Это прямое нарушение норм.
PE-Xa любит правильный температурный режим.
Если холодно — прогревай помещение или переноси работы. Иначе рискуешь
репутацией.
4. Залом трубы
Самая недооценённая ошибка.
Сильный перегиб при укладке.
«Да расправится».
Не расправится сама. В месте залома возникает напряжение материала.
Снаружи всё красиво.
Внутри — слабое место.
Даже качественная PE-Xa труба не рассчитана на грубое нарушение радиуса изгиба. Через
время именно там и случается «сюрприз».
Если вы допустили залом, используйте для исправления строительный фен. PE-Xa имеет
молекулярную память и примет свою изначальную форму.
5. Игнорирование поставщика
«Непроверенный поставщик — потенциальная угроза».
Контрафакт:
– нестабильный материал
– нарушенная геометрия
– слабый кислородный барьер
– непредсказуемый результат
Когда говорят о последствиях некачественного монтажа или экономии на
материалах, чаще всего вспоминают громкие аварии: затопленные
квартиры, размороженные дома, судебные разбирательства.
Но в реальной жизни всё начинается гораздо тише.
Не с аварии.
А с небольшой, «некритичной» утечки, которая вроде бы не мешает жить
— но постепенно превращается в дорогую проблему.
С чего всё начинается?
Первое, что приходится сделать владельцу системы, — вызвать
квалифицированного специалиста.
И здесь важно понимать: сегодня недостаточно просто «сантехника».
Современные системы отопления и водоснабжения почти полностью
состоят из полимерных труб и, как правило, проложены скрыто — в полу
или в стенах.
Поэтому нужен профессионал, который умеет искать утечки, а не только
выполнять монтаж.
Как в реальности находят утечку?
1. Локализация системы
Мастер выполняет опрессовку, поочерёдно перекрывая ветви системы
отопления или водоснабжения, чтобы определить участок, на котором
присутствует утечка.
2. Определение точного места
Если речь идёт о горячей воде или отоплении, используется тепловизор.
Для ещё более точной диагностики применяется специальный
сантехнический стетоскоп — по принципу медицинского, позволяющий
определить место утечки «на слух».
3. Вскрытие конструкции
Пол, стена, отделка — всё, что скрывало трубу, приходится аккуратно
разбирать.
4. Ремонт и восстановление
И здесь стоимость работ почти всегда выше, чем на этапе первоначального
монтажа:
работа в ограниченном пространстве
сохранение отделки
пыль, шум, время
повышающие коэффициенты в смете. В общем, как сможете договорится)
Итак, этапы, с которыми сталкивается потребитель:
Вызов мастера.
Локализация и поиск утечки.
Работы по устранению — по прайсу, зависящему от сложности.
Закупка материалов для ремонта и восстановления.
А если утечку не устранять?
Часто можно услышать:
«Мы живём в своём доме, подвала нет, бетонные полы по грунту — никого
не затопим».
Но именно в этом случае последствия проявляются не сразу, а со временем.
Согласно строительным нормам, даже исправные трубопроводы должны
быть изолированы от строительных конструкций. Причины простые:
линейное расширение труб при нагреве
образование конденсата на поверхности
воздействие влаги на бетон и деревянные элементы
Конденсат становится катализатором гниения и разрушения конструкций —
в том числе бетонных.
Самый опасный фактор — подпитка системы.
Если речь идёт о системе отопления, при наличии утечки она постоянно
подпитывается свежей водой.
А вместе с водой в систему поступают:
кислород
соли жёсткости
примеси
Любая система разрушается не от воды, а от растворённого в ней кислорода.
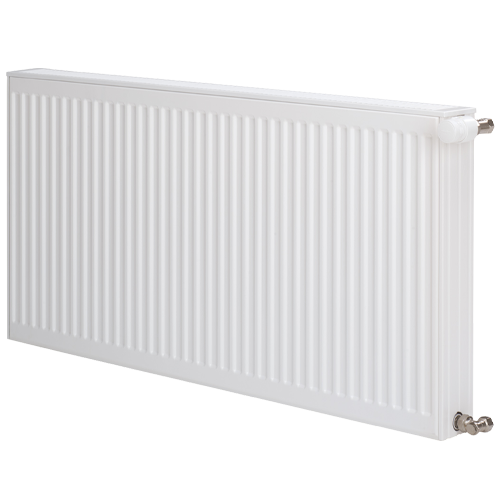
В первую очередь страдают элементы из чёрных металлов — насосы,
радиаторы, теплообменники.
Именно поэтому любой опытный сантехник скажет:
утечки нужно устранять, а не компенсировать автоматической подпиткой.
При постоянных подпитках радиаторы могут выйти из строя уже на 3–4 год
эксплуатации, не отработав и половины своего ресурса.
Прогноз по реальным расходам
Одна «некритичная» утечка со временем может привести к следующим
затратам:
диагностика и поиск утечки — от нескольких тысяч рублей;
вскрытие и восстановление отделки — десятки тысяч;
замена радиаторов или насоса — стоимость легко считается по количеству приборов в доме;
увеличение расходов на отопление и обслуживание системы.
В итоге экономия на трубах или соединениях на этапе монтажа почти всегда
оборачивается многократно большими затратами в процессе эксплуатации.
Философия РОСТерм строится на простом принципе:
надёжность дешевле ремонта.
Именно поэтому:
трубы PE-Xa и PP-R, все фитинги РОСТерм и сырье для них проходят лабораторный контроль;
соединения подвергаются испытаниям в лаборатории РОСТерм;
оборудование и комплектующие рассчитаны на скрытую прокладку в конструкциях;
Экономия на трубе или фитинге — это иллюзия.
Настоящая экономия — один раз смонтировать систему, к которой не
придётся возвращаться.
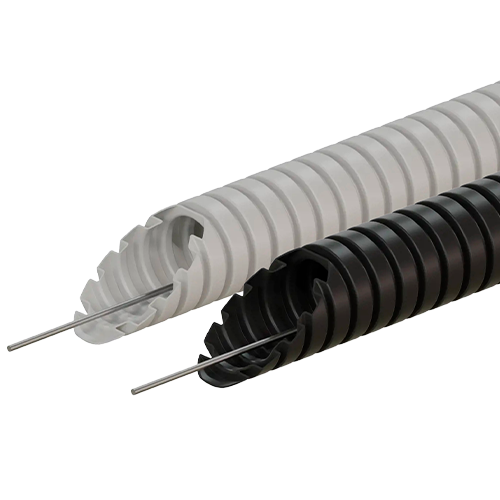
При выборе защиты для кабеля легко запутаться в аббревиатурах. Как
производитель, мы в РОСТерм часто слышим вопрос: «Какая разница, они
же обе рифленые?». На самом деле, выбор неправильного материала может
привести либо к разрушению защиты от солнца, либо к пожару в
помещении. Давайте разберем «генетику» этих материалов.
ПВХ (Поливинилхлорид): Золотой стандарт внутренней отделки
Серая гофра ПВХ — это специализированное решение для работ внутри
зданий. Основная особенность материала — использование
мелонаполненных добавок, которые обеспечивают свойство
самозатухания. Труба не поддерживает горение: при возникновении
короткого замыкания пламя гаснет само, не распространяясь по линии.
Однако ПВХ чувствителен к ультрафиолету и теряет эластичность при
отрицательных температурах, что делает его непригодным для уличного
монтажа.
ПНД (Полиэтилен низкого давления): Броня для наружных сетей
Черная гофра ПНД изготавливается из чистого сырья без примесей, что
обеспечивает ей исключительную механическую прочность и гибкость. Она
устойчива к воздействию прямых солнечных лучей и сохраняет свои
свойства даже в сильные морозы. Это идеальный выбор для прокладки
кабеля по фасадам, в грунте или при заливке в бетон. Главный нюанс — ПНД
является горючим материалом, поэтому ее использование внутри
помещений допускается только в негорючих основаниях.
Ключевые отличия: Безопасность против Стойкости
Для профессионала выбор очевиден: ПВХ применяется там, где во главе
угла стоит пожарная безопасность (жилые комнаты, офисы), а ПНД
— там, где важна защита от внешних факторов и механических
повреждений. Инженеры РОСТерм рекомендуют четко разграничивать зоны
использования этих материалов для обеспечения максимальной
долговечности инженерных систем.
Правильный выбор гофрированной трубы – это не вопрос экономии, а
вопрос профессионального подхода к безопасности.
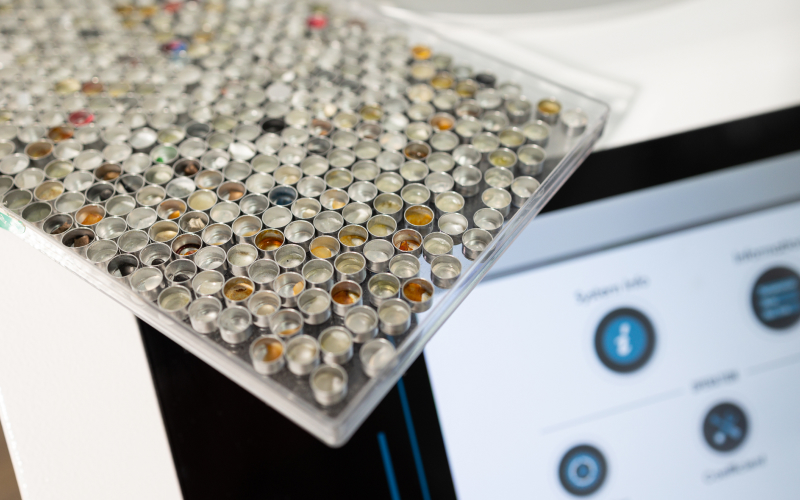
Контроль качества на производстве больше не ограничивается выборочной проверкой. Мы
внедрили систему автоматического контроля закладных элементов для фитингов с
использованием машинного зрения и алгоритмов анализа изображений.
Как это работает:
Партия закладных (30–50 тысяч штук) подаётся в систему поэтапно через загрузочное
устройство. Далее процесс полностью автоматизирован: элементы ориентируются и
проходят через зону контроля со скоростью более 100 штук в минуту.
Контроль осуществляется с помощью шести камер, расположенных под разными углами.
Каждая камера работает с настроенной подсветкой и фиксирует серию изображений
высокого разрешения.
Система анализирует каждую закладную по ключевым параметрам:
соответствие геометрии чертежу
овальность
наличие визуальных дефектов
точность формы и размеров
Каждый элемент сравнивается с эталонной моделью. Отклонения фиксируются
автоматически.
Результат - полностью проверенная партия, готовая к передаче в производство. Участие
человека сведено к минимуму: загрузка и выгрузка после завершения цикла.
Такой подход позволяет исключить человеческий фактор и обеспечить стабильное качество
на уровне каждой детали.
Но контроль качества в РОСТерм не ограничивается отдельными операциями, он встроен
в сам процесс производства.
В цехах полипропиленовых труб и труб из сшитого полиэтилена используется
комбинированная система: автоматический контроль с помощью «умного зрения» и
постоянный контроль со стороны службы качества.
При этом на линии реализована уже двухуровневая система контроля трубы. Первый
уровень - это машинное зрение, которое в режиме реального времени проверяет внешнюю
поверхность на наличие включений, непроплавов и других отклонений. Второй уровень -
лазерные измерительные системы, которые непрерывно контролируют физические
параметры: внешний диаметр, геометрию и стабильность размеров.
Система машинного зрения и измерения работают непосредственно в процессе
производства. При выявлении отклонения автоматика подаёт сигнал: продукция
блокируется, после чего подключается оперативный персонал. Проверяется не только
конкретный участок, но и прилегающая зона.
При этом человек остаётся ключевым элементом системы качества. Специалисты службы
ОТК участвуют в каждом запуске линии, давая допуск в производство. В процессе работы
они регулярно контролируют вес трубы, диаметр, толщину стенки и длину - в соответствии
с заданными параметрами.
Финальный этап - это допуск готовой продукции после лабораторных испытаний и
визуальной проверки упаковки. Только после этого продукция передаётся на склад.
Таким образом, контроль качества охватывает весь цикл: от входящего контроля
комплектующих до проверки готовой продукции перед отгрузкой.
Роботизация в промышленности часто воспринимается как вопрос внедрения технологий.
На практике это гораздо более сложный и последовательный процесс, который начинается
не с оборудования, а с глубокой проработки самой производственной системы.
В РОСТерм автоматизация рассматривается как логичное продолжение уже выстроенных
процессов - там, где технология стабильна, параметры предсказуемы, а качество
контролируется на всех этапах.
Ключевой принцип, которым руководствуется компания:
роботизация возможна только там, где процесс полностью понятен и управляем.
Управляемость как фундамент автоматизации
Перед переходом к роботизированным решениям на каждом участке производства
проводится системная работа:
стандартизация технологических режимов
глубокое понимание поведения сырья
выстраивание точного входного контроля
Это критически важно: в отличие от человека, робот не интерпретирует отклонения - он
воспроизводит заданный алгоритм. При отсутствии контроля это может привести к
масштабированию дефектов, а не к повышению эффективности.
Именно поэтому автоматизация в РОСТерм внедряется только после достижения полной
технологической прозрачности процессов.
Централизация управления сырьём: повышение
точности и повторяемости
Первый уровень автоматизации связан с внедрением централизованных систем подачи и
дозирования сырья.
Такие решения позволяют:
обеспечить точное соблюдение рецептуры
стабилизировать визуальные и физические характеристики изделий
исключить вариативность, связанную с человеческим фактором
Для компании это означает переход к воспроизводимому качеству продукции и снижению
отклонений в серийном производстве.
Роботизация ключевых операций: стабильность цикла и
снижение рисков
Следующий этап - внедрение роботизированных систем в зоне термопластавтоматов.
Роботы выполняют:
установку закладных элементов
извлечение готовых изделий
передачу продукции на последующие операции
Это обеспечивает:
стабильность производственного цикла
снижение влияния человеческого фактора
повышение общей производительности оборудования
На текущий момент часть производственных линий уже оснащена такими решениями, и
компания планомерно расширяет их применение.
Интеграция маркировки в автоматический контур
Маркировка продукции становится частью единого автоматизированного процесса.
Интеграция с роботизированными системами позволяет:
исключить ошибки идентификации продукции
обеспечить единый стандарт нанесения информации
повысить прослеживаемость изделий
Для компании это означает усиление контроля качества и повышение доверия со стороны
партнёров и заказчиков.
Автоматизация упаковки: точность и масштабируемость
Одним из наиболее значимых этапов становится переход к автоматизированной фасовке
продукции.
Решения, внедряемые в РОСТерм, позволяют:
точно формировать комплектацию (вне зависимости от номенклатуры)
исключить отклонения по количеству
существенно снизить трудозатраты на рутинные операции
С учётом широкой линейки продукции компании, данный этап требует индивидуальной
настройки под разные типы изделий, что делает его технологически сложным, но
стратегически важным.
Цифровой контроль качества: переход от выборки к
сплошной проверке
Отдельное внимание уделяется входному контролю закладных элементов - критически
важной части производственного процесса.
Компания внедряет системы машинного «умного» зрения, позволяющие:
анализировать геометрию каждой единицы продукции
выявлять дефекты на раннем этапе
предотвращать повреждение пресс-форм и оборудования
Это принципиально меняет подход к качеству: от выборочного контроля - к полной
проверке партии.
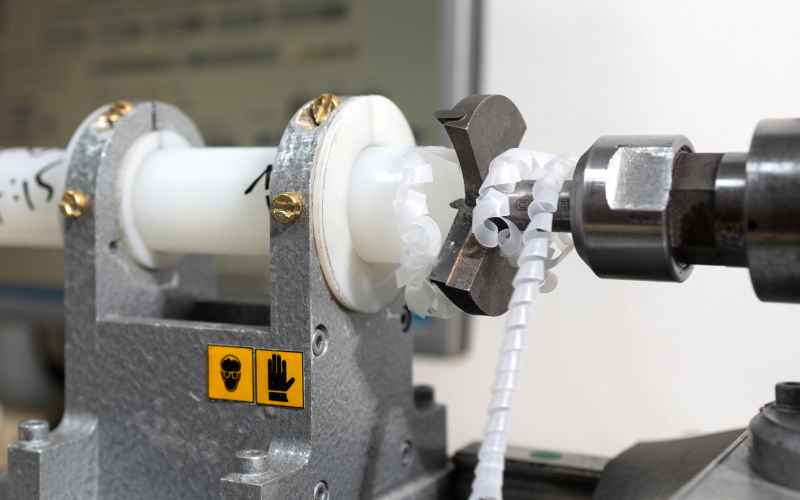
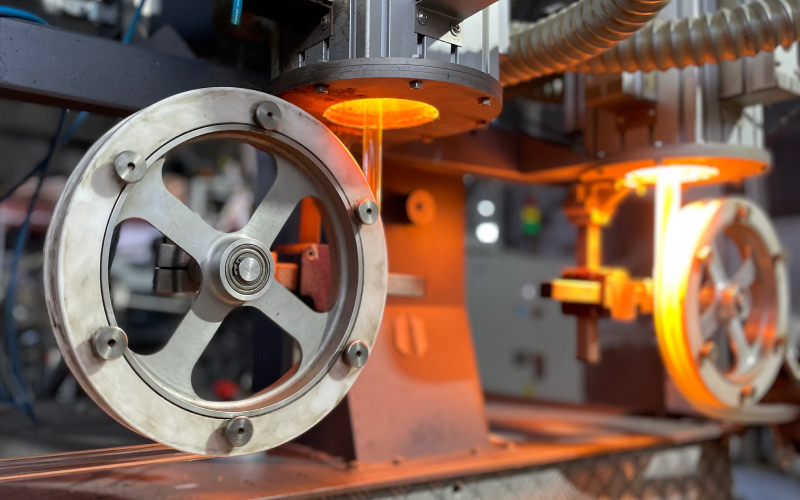
После выхода из экструдера труба PE-Xa отправляется в печь — именно там
происходит её сшивка и формируется окончательная геометрия. Пока
материал горячий, трубу можно растянуть, и она «как пружина» возвращает
форму — это признак правильной сшивки.
Температура трубы после печи достигает ≈220°C, и тут начинается один из
ключевых этапов — охлаждение.
Нужно снизить температуру до 30–35°C, чтобы:
обеспечить качественное нанесение клеевого слоя и EVOH-барьера;
подготовить трубу к намотчику, который стоит всего в 50 метрах по линии.
Правильное охлаждение — это не просто “остудить”, а довести PE-Xa до
состояния, в котором она сохраняет геометрию и служит десятилетиями.
Правильно выбранный диаметр трубы — это тишина в доме, нормальный напор воды и
отсутствие проблем с сантехникой. Многие владельцы квартир и частных домов задаются
вопросом: какие диаметры использовать в разных помещениях?
Разбираемся с РОСТерм коротко и по делу.
Почему диаметр важен?
Диаметр влияет на:
1. Давление и напор воды,
2. Стабильность работы смесителей и оборудования,
3. Риск перепадов температуры при одновременном открытии воды в нескольких точках,
4. Ресурс трубы и комфорт использования.
КУХНЯ — какой диаметр выбрать?
Вода холодная (ХВС): Ø16 мм
Этого достаточно для одного смесителя на кухне. Напор стабильный, расход умеренный.
Вода горячая (ГВС): Ø16 мм
Если кухня стандартная — смесителя хватает. По нормам диаметра достаточно для
большинства бытовых задач.
Итог: кухня = 16 мм на ХВС и ГВС.
ВАННАЯ — здесь диаметр важнее.
В ванной всегда больше сантехники, поэтому диаметр нужно подбирать внимательнее.
Смеситель для раковины: Ø16 мм
Стандартное решение, которого достаточно.
Ванна и душевая Лейка: достаточно Ø16 мм
Если это не душевая система с большим расходом.
Если есть вероятность, что она будет установлена в дальнейшем в перспективе, то лучше заложить 20 диаметр.
Унитаз: Ø16 мм
Для бачка больший диаметр не требуется.
Стиральная машина: Ø16 мм
Машинке нужна стабильная подача — этого достаточно.
Душевая кабина / ванна: Ø20 мм
Чтобы не потерять напор и обеспечить комфортный поток, лучше брать Ø20 мм.
Это особенно важно, когда в квартире несколько точек водоразбора.
Итог: ванна = 16 мм для “точек”, 20 мм для ванны/душа.
А что с системой целиком?
Если разводка идет по квартире или частному дому:
Стояк или магистральная линия: Ø25 мм
Ответвления на помещения: Ø20 мм
Подключение приборов: Ø16 мм
Почему выбирают трубы РОСТерм (и почему это важно)?
1. Производство в России — всегда в наличии
Трубы и фитинги производятся на современном заводе в Санкт-Петербурге.
Быстрая логистика → без задержек.
Собственные мощности → стабильные поставки.
2. Собственная лаборатория РОСТерм полного цикла проводит испытания труб,
фитингов и соединений на параметрах, значительно превышающих ГОСТ,
Это гарантирует реальный ресурс трубы — а не только паспортный.
3. Контроль качества на каждом этапе
От гранулы сырья → до готовой бухты.
Каждая партия проходит тесты перед отгрузкой.
4. Проверено годами практики
РОСТерм — 20 лет в инженерной сантехнике.
5. Линейка для любой задачи
Трубы PE-Xa и PE-Xb
Трубы для тёплого пола
PP-R / PP-RСT
Фитинги PPSU, PP-R, PVDF, ЛАЙТ (Q&E)
И главное…
Не существует «универсального диаметра для всего дома».
Система подбирается под:
количество точек,
тип сантехники,
этажность,
давление в системе.
Лучший вариант — доверить подбор проектировщику РОСТерм или опытному
монтажнику.
Монтаж водяного тёплого пола кажется простым, но именно на базовых этапах
допускаются ошибки, которые потом приводят к холодным зонам, перерасходу энергии, перегревам или даже к переделке всей системы. Вот самые частые из них.
1. Слишком большой шаг укладки
Одна из самых распространённых ошибок — делать шаг 30 см «чтобы сэкономить трубу».
Результат — пол греется неравномерно, появляются «зебры» (прохладные полосы).
Рекомендация:
в жилых помещениях — 150-200 мм,
у холодных стен и окон — 100-150 мм.
2. Чрезмерная длина контура
Если контур длиннее 80 метров, при диаметре 16мм, при работе с водой в качестве теплоносителя, насос работает на пределе напора, падает расход теплоносителя в контурах, а с ним и температура в конце петли, что увеличивает температурный градиент.
При таких вводных работать будет, но при этом не на расчетных величинах и сам теплый пол станет шламосборником. Рекомендация: делить помещение на несколько контуров. При этом мы рекомендуем
делить их так, что бы петли теплого пола на всех контурах были приблизительно
одинаковой длины.
3. Отсутствие теплоизоляции
Иногда теплоизоляцию уменьшают или вовсе убирают «ради экономии». Часто это делают из-за ошибок в архитектурном проекте и как следствие недостаточной общей высоты порога пола.
Результат — потери тепла через перекрытие или грунт (в случае с первым этажом) до 30–40%.
Обязательно использовать пенополистирол 30–50 мм, а по холодным плитам — ещё толще. Важный момент (!)
Скобы для такера вбиваются минимум в 30мм слой ЭППС, если вы возьмете тоньше, скобы будут вколачиваться в основание под ЭППС, как следствие они будут ломаться, не будут держать, будут вбиваться не до конца и в лучшем случае на середине своих
страданий вы сломаете инструмент. Если у вас нет 30мм для ЭППС, используйте маты с
бобышками, их слой начинает от одного до двух сантиметров. Помните о том, что слой
полусухой стяжки должен быть не менее 6см (в самом тонком месте) именно с этой величины начинается самонесущая способность бетонной смеси.
4. Нет демпферной ленты
Без неё не компенсирует температурное расширение стяжки при нагреве.
Итог — трещины в стяжке, поднятие, бухчение, порча чистового напольного покрытия (плитки) и прочие дефекты и деформации связанные с расширением
Демпфер обязателен по всему периметру помещения, а в случае если карты заливки
достаточно большие, то и их необходимо разделять деформационными швами
Важный момент (!)
Бетон или тощий бетон (полусухой) имеет в себе определенное количество влаги, эта
влага нужна бетонной смеси для набора прочности. Бетон не сохнет, он именно твердеет, кристаллизуется (проходит процесс гидратации), в этот момент влага заключается в бетонном теле, из нее вырастают кристаллы, которые связывают компоненты смеси между собой в момент твердения. Нельзя сушить бетон и проветривать помещение, наоборот бетон необходимо укрыть пленкой и периодически увлажнять по мере набора прочности, от этого напрямую зависит его прочность и эксплуатационные
характеристики.
Если пренебречь демпферной лентой и не отсечь стяжку от стен, в этом случае сухие стены адсорбируют влагу из бетонного тела стяжки втягивая ее в себя благодаря капиллярному подсосу, подобно тому как это делает кубик сахара в блюдце с чаем.
Другими словами демпферная лента нужна не только для демпфирования температурных
деформаций стяжки от стен, но и как гидроизоляция бетонного тела в момент набора прочности.
В целях экономии, можете использовать в качестве демпферной ленты подложку для
ламината, она так же сделана из вспененного полиэтилена, рулоны там широкие, они легко режутся на более мелкие, нужной вам ширины.
5. Неправильная фиксация труб
Слабая фиксация приводит к подъёму трубы при заливке стяжки, нарушению шага и
воздушным пробкам.
Используйте клипсы, маты с бобышками или металлическую сетку. Рекомендуем дополнительно крепить трубопроводы в местах, где они разворачиваются на 180 градусов и в проходным местах, а также в местах, где предположительно будет проходить рукав, подающий полусухую стяжку во время заливки.
6. Отсутствие опрессовки перед заливкой
Самая опасная ошибка — заливать стяжку без проверки системы давлением.
Если фитинг недосажен или труба повреждена — это обнаружится уже после ремонта.
Опрессовка: Согласно действующего СП, давление опрессовки должно быть не менее 1,5
крат от рабочего (4.5 бар для частного дома) и система должна выдержать не менее 5 минут без потери давления, так же согласно СП опрессовка проводится с использованием только холодной воды. В случае если в системе есть элементы не способные выдержать полуторакратное давление, значит опрессовка проводится давлением максимально допустимым для конкретного элемента.
Например, у вас рабочее давление 8 бар, а 1.5 крат будет 12 бар, но в системе есть
воздухоотводчик, в паспорте которого и на его корпусе написано максимум 10 бар, значит давление опрессовки 10 бар.
Однако мы рекомендуем проводить опрессовку давлением 6 бар минимум.
Исходя из опыта монтажников трубы начинают растягиваться при давлении 10 бар, после последующей подкачки, давление стабилизируется. На таком давлении будут видны все дефекты, это кратковременное разрушающее давление (так это только называется, по факту разрушение труб начинается от 40 бар на холодной воде).
Кроме того, в случае с монтажом теплого пола – это не плановая опрессовка системы и норма СП с 5 минами тут не работает. Система должна быть под избыточным давлением (6 бар) на протяжении всего цикла заливки бетонного тела стяжки, до момента достижения распалубочной прочности.
7. Использование неподходящей трубы
Труба без кислородного барьера (EVOH) или низкой степени сшивки быстро стареет,
система заиливается, появляются коррозионные процессы в котельном оборудовании.
Для длительной работы выбирайте PE-Xa трубу РОСТерм — она устойчива к перегревам,
давлению и подходит для любых схем тёплого пола.
Важный момент (!)
Теплый пол, это низкотемпературная система, температура теплоносителя в ней достигает максимум 35 градусов (согласно СП), однако в аварийных
случаях кратковременно труба должна выдерживать и более высокие температуры.
Например, у вас константное регулирование, вы поставили насосно-смесительную группу с термостатом двух или трехходовым, он заржавел, зарос, заклинил от накопившейся в
нем накипи или отложений и в систему пошел кипяток, труда должна это выдержать до момента, когда вы это заметите.
Или например у вас количественное регулирование, выключился свет, выключилась автоматика, а котел питается через бесперебойник – есть риск захлёстывания кипятка в
систему теплого пола. Трубы так же должны это выдерживать.
Итог
Ошибки тёплого пола почти всегда связаны с нарушением базовых норм. Если соблюдать
шаг, длину контуров, теплоизоляцию, герметичность и использовать качественные
материалы, система будет работать десятилетиями без проблем.
Когда начинающий монтажник впервые сталкивается с укладкой тёплого пола, два
вопроса возникают сразу: какой шаг делать? и какой длины должен быть контур?
Разберёмся по-простому, без сложных формул.
1. Какой шаг укладки трубы делать?
Шаг — это расстояние между витками трубы.
Он влияет на две вещи:
насколько равномерно будет прогреваться поверхность;
какой расход трубы потребуется.
Стандартные значения шагов:
150 мм — самый распространённый вариант. Универсальный, подходит для
большинства помещений: спальни, кухня, гостиная.
200 мм — используют в промышленных полах и не жилых помещениях (гараж,
автосервис, производство), а также в конструкции плитных фундаментов и мест с толстой
(от 10см) стяжкой.
100 мм — применяют в холодных зонах:
входные группы, зона у окон, вдоль наружных стен.
Простой принцип: Чем холоднее зона — тем меньше шаг. Чем теплее — тем больше.
2. Какая должна быть длина контура?
Контур тёплого пола всегда ограничен по длине, чтобы:
не потерять давление,
не получить разницу температуры «подача–обратка» больше нормы,
не было “холодного хвоста” в конце трубы.
Оптимальная длина контура PE-Xa (труба 16 мм):
До 80 метров — лучший вариант.
Максимум 90 метров — если контуров не много и насос справится.
Пол будет работать и при большей длине, но только если общее количество контуров (петель) не большое, однако с такой длиной будет крайне трудно отбалансировать систему и сам по себе этот контур не обеспечит достаточный расход теплоносителя, что приведет к не эффективной работе. Пол будет очень долго нагреваться, кроме прочего, если очень большой риск, что этот контур превратится в шламосборник из-за маленьких скоростей, от чего полностью остановится нагрев.
Труба 20 мм
Для трубы 20 мм — длина может быть больше, но в жилых домах её используют редко.
Обычно диаметр 20мм используется для систем снеготаяния, в которых есть
незамерзающий теплоноситель (антифриз), который в свою очередь часто имеет температуру со знаком минус. Антифриз при минусовых температурах очень вязкий и его
труднее транспортировать по трубе. Именно с этим связано применение 20мм трубы на
системах снеготаяния.
Можно использовать трубу 20мм для теплого пола с водой в доме, если вам необходимо
сделать именно длинный контур и именно одной петлей закрыть сразу большую площадь, но экономически целесообразно сделать две петли по 16мм.
Почему ограничение важно?
Чем длиннее контур, тем больше гидравлическое сопротивление. Насосу тяжелее продавить воду, а температура в конце падает. В итоге — пол греет неравномерно.
В системах отопления циркуляция достаточно слабая и медленная, транспортируемая среда в трубах отопления ведет себя совсем не так, как в водопроводе. Вода в системах
отопления не несется по трубе издавая шум как в водопроводе, она медленно циркулирует по кругу и побуждение для циркуляции осуществляется маленьким, относительно слабым циркуляционным насосом для систем отопления, его мощность чаще всего не более 50Вт
(это совсем не много), кроме прочего насос, это не только напор, но еще и расход, при том скорее не «и», а «или», потому что, чем выше сопротивление петли теплого пола, тем выше напор, тем ниже расход и наоборот, чем меньше сопротивление в системе отопления (или в петлях теплого пола), тем меньше напор, тем больше расход.
3. Сколько контуров нужно на комнату?
Если помещение большое, один контур может не “перекрыть” площадь.
Простой ориентир:
площадь до 12–15 м² — обычно хватает одного контура,
от 15 до 25 м² — два контура,
больше 25–30 м² — три и более контуров.
Важно: каждый контур должен иметь свою длину, близкую между собой (±10 м), чтобы
балансировка была простой. Кроме этого, не стоит забывать и учитывать транзитные
участки от коллектора до комнаты и обратно, это тоже труба и ее тоже нужно считать, как в гидравлике, так и в материале.
доступны в бухтах 100, 200, 300, 500 м — удобно подбирать оптимальную длину без
большого остатка.
Есть специализиров
Есть специализированная линейка РОСТерм PE-Xa EVOH для тёплого пола, а также
универсальная PE-Xa EVOH, если нужно совместить отопление и водоснабжение. В
случае с универсальной трубой вы можете использовать обрезки для монтажа
радиаторной сети или водопровода.
Итог — шпаргалка для новичка
Шаг 150 мм — стандарт.
Шаг 100 мм — холодные зоны.
Шаг 200 мм — нежилые помещения, гаражи, производства.
Контур 16 мм: до 80м, максимум 100м.
Большие помещения — несколько контуров.
Как итог, правильно выбранный шаг и длина контура — это ровный прогрев,
комфорт и долговечность теплого пола.
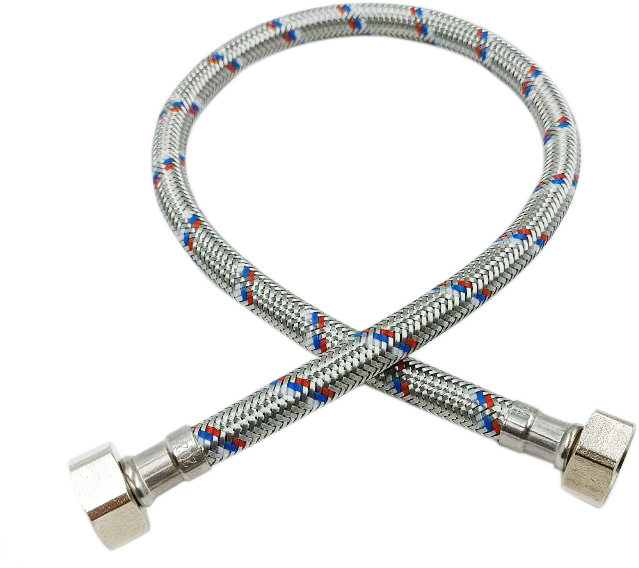
Гибкая подводка — мелочь на первый взгляд, но именно она часто становится
причиной протечек и затоплений. Согласно общеизвестной статистике, это
самое слабое место в любом водопроводе, не даром опытные сантехники
располагают датчики утечки именно в непосредственной близости к гибким
подводкам. Под раковинами, унитазами, стиральными машинами и тд.
Дочитав эту статью до конца вы научитесь легко отличать качественные
подводки от некачественных, невооруженным глазом.
Чтобы она долго служила, обращайте свое внимание на эти 5 параметров.
1. Материал оплётки
Нержавеющая сталь — лучший вариант: устойчива к коррозии,
выдерживает перепады давления и температуры.
Избегайте дешёвой стальной ленты — она рвётся и ржавеет.
Качественная гибкая подводка выполняется из нержавеющей стали.
2. Внутренняя трубка
Качественный EPDM-каучук или PEX — сохраняют эластичность и форму
долгие годы.
Проверь дату производства: старая резина быстро дубеет.
3. Гайки и накидные элементы
Толстостенные, из качественной латуни или нержавеющей стали — не треснут
и не сорвут резьбу.
Хорошая резьба должна быть ровной и без заусенцев.
4. Рабочие параметры
Минимум: 10 атм давления и температура до 75°C.
Если на упаковке нет этих данных — товар под вопросом.
5. Производитель и гарантия
Известный бренд = контроль качества на каждом этапе.
Гарантия — признак уверенности в продукте.
Как и по каким именно признакам можно понять качество
предложенного товара? Есть несколько способов, и вот некоторые из них.
1. Магнит и внешняя оплетка
AISI 304 - это марка нержавеющей стали, она относится к аустенитной группе
нержавеющих сталей, еще ее называют пищевая нержавеющая сталь, она
практически не магнитится. Для того чтобы магнит начал на нее реагировать,
ее надо сильно деформировать на холодную, только в этом случае изменится
кристаллическая структура стали и она начнет немного магнититься. Но при
этом нержавейка не потеряет своих эксплуатационных свойств. Сама по себе
аустенитная нержавеющая сталь марки AISI 304 имеет исключительную
устойчивость в коррозии, однако она не устойчива к хлоридам и
взаимодействуя с хлором, который может быть в водопроводной воде,
может выделяться хлористая кислота, которая медленно растворяет металл,
поэтому такой материал идеально подойдет для внешней оплетки, но не для
штуцеров гибкой подводки, которые контактируют с транспортируемой
средой.
Некачественные гибкие подводки имеют оплетку из более дешевой
нержавеющей стали марки AISI 201 - эта сталь относится уже к ферритной
группе (ферритная - от лат. Ferrum - железо) она магнитится, может
подвергаться закалке, более хрупкая на изгиб. Эта сталь более дешевая, да.
Она не плохая, просто она не подходит для оплетки гибких подводок. Из нее
получаются отличные пружины сальников работающих с водой, лезвия
ножей и тд и другие элементы разных механизмов, где нужна закалка металла
и пружинящие свойства, которых нет у 304ой нержавейки, но не для
подводок.
Поэтому, если оплетка охотно магнитится — это может быть более дешёвая
AISI 201 или вообще обычная черная сталь с гальваническим покрытием.
У качественной подводки оплетка из 304ой нержавейки, а штуцеры и гайки
из 316ой нержавейки или из латуни. У некачественной оплетка или из 201ой
нержавейки, или из черной стали с покрытием, штуцеры и гайки из
нержавейки ферритной группы или из черной стали или из сплава силумина.
2. Внешний вид
У 304-й оплётка обычно блестящая, серебристая, равномерная по цвету.
У дешёвой стали поверхность может быть тусклой, с пятнами или желтоватым
оттенком.
3. Кислотный тест (аккуратно!)
Можно капнуть лимонным соком или уксусом на оплётку.
У 304-й ничего не произойдёт, хлориды - это ее единственное слабое место.
У дешёвой (201-й) нержавейки появится темное пятно, но это произойдет
только через несколько часов. Можете проверить свои гибкие подводки на
вашей кухонной мойке. Напишите в комментарии к этой статье о ваших
результатах.
4. Самый простой тест - это проверка на вес.
Подводка из качественной стали и с латунными фитингами ощутимо тяжелее
дешёвой с тонкостенными силуминовыми гайками и жиденькой оплеткой.
В нашей гибкой подводке РОСТерм, произведенной на современном
оборудовании, используются только усиленные гайки и надёжная
нержавеющая оплётка. Каждая партия проходит испытания в собственной
лаборатории в Санкт-Петербурге на прочность, герметичность и
устойчивость к химическому воздействию.
Сегодня компания РОСТерм представляет собой не только бренд РОСТерм,
но и разнообразие брендов: Heizen, Mirkl, Boonair, Vaxt, каждый из которых
отвечает конкретным задачам и категориям товаров, что позволяет
максимально эффективно удовлетворять потребности различных
клиентов.
Напомним, что история РОСТерм началась в 2005 году с целью продвижения
материалов и решений в области внутренних инженерных систем,
максимально адаптированных к сложным условиям эксплуатации российских
систем водоснабжения, отопления и канализации.
За эти годы компания стала одним из крупнейших игроков на рынке
инженерного обеспечения объектов жилого, коммерческого и
государственного строительства России.
Сегодня РОСТерм известен на рынке, также, как крупнейший производитель
труб, фитингов и систем для прокладки кабеля из полимерных материалов и
уникальное современное производство, выпускающее аксиальную и
радиальную систему PE-Xа на одной площадке.
Бренд РОСТерм
Под маркой РОСТерм в основном представлена продукция собственного
производства: трубы и фитинги, изготовленные из высококачественных
полимерных материалов, а также радиаторы, выпускаемые на площадках
наших партнеров.
Мы стремимся к максимальному качеству и инновациям, чтобы предложить
нашим клиентам надежные и долговечные решения, соответствующие самым
современным стандартам.
Наша продукция отличается высокой прочностью, устойчивостью к коррозии
и химическим воздействиям, что делает ее идеальной для различных
областей применения: водоснабжения, отопления, теплых полов и
снеготаяния. Удобство монтажа и легкость в эксплуатации делают трубы и
фитинги РОСТерм превосходным выбором для профессионалов и
застройщиков. Предоставляя на трубу PE-Xa РОСТерм гарантию 10 лет мы
говорим о ее надежности и долговечности.
Бренд Heizen
Под брендом Heizen компания предлагает высококачественные решения в
области балансировочной и термостатической арматуры, а также
коллекторные группы собственного производства. Мы ориентируемся на
создание продуктивных и эффективных систем отопления и водоснабжения,
предлагая инновационные и надежные продукты для конечных
пользователей и профессионалов в строительстве.
Балансировочная арматура Heizen позволяет точно регулировать и
настраивать потоки теплоносителя в системе, что способствует оптимизации
работы отопительных комплексов и повышению их эффективности.
Термостатическая арматура Heizen обеспечивает автоматическое
регулирование температуры, позволяя создавать комфортные условия в
помещениях при минимальных энергозатратах.
Коллекторные группы, произведенные под брендом Heizen на нашем
собственном производстве, настраивают систему распределения
теплоносителя, обеспечивая надежное и удобное подключение к радиаторам
и другим устройствам.
Бренд VAXT
Бренд VAXT представляет собой широкий ассортимент товаров, который
дополняет продукцию собственного производства компании РОСТерм и
отвечает потребностям конечных пользователей и монтажников в
организации внутренних инженерных систем и отопления. Наша цель
заключается в предоставлении комплексных решений для создания
комфортного и эффективного микроклимата в помещениях.
Бренд VAXT фокусируется на предоставлении актуальных решений, которые
интегрируются с другими компонентами, производимыми под маркой
РОСТерм. Это позволяет нашим клиентам создавать полноценные системы,
которые эффективно работают в любых условиях. Основная продукция под
брендом VAXT представлена в магазинах DIY.
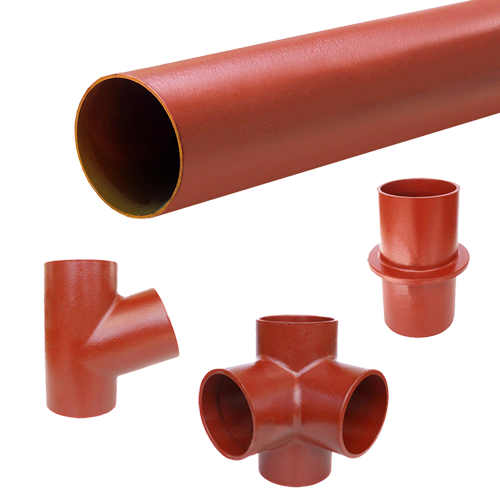
Чугунная канализация VAXT реализуется в высокоэтажном строительстве.
Бренд MIRKL
Под брендом Mirkl представлена широчайшая линейка товаров для систем
прокладки кабелей, которые производятся на современном заводе РОСТерм.
Компания РОСТерм предлагает качественные решения для организации
кабельных сетей под брендом MIRKL, соответствующие самым актуальным
требованиям рынка.
Наша продукция включает не только элементы системы прокладки кабелей
(кабель-каналы, гофрированные кожухи, распределительные коробки), но и
коллекцию розеток и выключателей, которая разработана нашей командой
экспертов и изготавливается на производственных площадках надежных
партнеров.
Бренд Mirkl сочетает в себе инновационный подход и высокие стандарты
качества. Мы постоянно обновляем и расширяем наш ассортимент, чтобы
обеспечить наших клиентов современными и удобными решениями для
электросетей. Все наши изделия проходят строгий контроль качества, что
гарантирует их надежность и долговечность в эксплуатации.
Выбирая продукцию Mirkl, вы можете быть уверены в том, что получаете не
только функциональность, но и стильный дизайн. Наши розетки и
выключатели легко вписываются в любой интерьер, демонстрируя
уникальный баланс между эстетикой и практичностью.
Бренд Boonair
Наша компания с гордостью представляет и бренд Boonair — надежное
решение в обеспечении мягкого увлажнения и благоприятного
микроклимата в доме.
Наши ультразвуковые увлажнители воздуха обеспечивают широкий
ассортимент решений для увлажнения жилых пространств, которые отвечают
самым высоким стандартам качества и эффективности. Ассортимент
представлен в Лемана ПРО и на маркетплейсах.
Все бренды компании РОСТерм призваны помогать создавать и строить
пространства для жизни людей, улучшая качество жизни россиян и
способствуя их комфорту и благополучию.
Мы производим не только трубы и фитинги, но так же и защитные
гофроканалы, ранее в этом канале мы показывали вам как мы это делаем,
какое сырьё используем, так же мы показывали вам какие нагрузки
выдерживают гофроканалы РОСТерм, если на них наступить и пытаться
раздавить ногами. Так же мы производим гофроканалы, не поддерживающие
горение, из ПВХ для электрики, как и любые другие кабеленесущие системы
(клипсы, распаечные коробки, кабель-каналы и т. д.). В электрике часто легко
можно обойтись без ПВХ гофр, используя соответствующие кабели, можно
сделать монтаж без распределительных коробок и соединений вне щита и
механизмов внутри подрозетников (вне доступа), можно использовать
площадки вместо клипс, можно крепить и на проволоку, и на перфоленту. Но
это электрика и негорючий ПВХ, а что же с ПНД гофрами?
Сегодня мы
расскажем вам о ситуациях, связанных именно с трубопроводами из
полимеров, которые мы производим: когда можно сэкономить и обойтись
без гофры из ПНД, а в каких случаях это недопустимо и самое главное —
почему. Труба PE-Xa сама по себе механически очень прочная: держит
высокое давление, не боится температуры, устойчива к коррозии. Однажды
мы пробовали буксировать тяжёлый минивэн, используя нашу флагманскую
универсальную трубу 16 мм со стенкой 2.2 серого цвета — и она это
выдержала!
Однако у всего есть слабые места. Как пята Ахилла, пятой трубы PE-Xa является
чувствительность к механическим повреждениям (порезам) и ультрафиолету.
Именно поэтому нормы предписывают прятать трубу от прямого воздействия
солнечных лучей и напрямую запрещают использование крепёжных
элементов с острым краем (например, перфорированную оцинкованную
ленту). Эта норма, кстати, распространяется на все виды трубопроводных
систем, в том числе и на любые металлические и стальные трубы. Именно по
этой причине стальные оцинкованные хомуты имеют резиновые подкладки.
Исключение есть только для пожарных трубопроводов — и дочитав до конца
следующий пост, вы поймёте почему.
Когда можно обойтись без гофроканалов:
Если прокладка идёт открытым способом в тёплом помещении, где нет риска
механического повреждения. Например, в подвале жилого дома или на
техническом этаже и/или техническом помещении здания и/или сооружения.
Если труба монтируется по стене или потолку на клипсах, и потом её закроют
отделкой (например, гипсокартон, панели или натяжной потолок). Это
повлечёт за собой избыточные потери тепла при транспортировке, но самой
трубе ничего не будет.
Если это тёплый пол в стяжке — там гофра не нужна, ведь на трубу нет
практически никакого температурного воздействия, нет линейного удлинения
трубы по мере нагрева и, как следствие, на неё нет механических нагрузок.
Максимальная нормируемая температура теплоносителя в тёплом полу — 35
градусов, а максимально разрешённая температура поверхности пола
согласно СанПиН — максимум 29 градусов, при том не всей поверхности, а
именно в самом горячем месте всей поверхности. То есть это не средняя
температура, а максимально возможная (раньше это было 26 градусов,
недавно разрешили больше). Для сравнения: нормальная температура
поверхности нашего тела — 36,6 градусов, и то далеко не во всех местах.
Поэтому в случае с тёплыми полами нам не грозит температурное
расширение (удлинение) трубы и, как следствие, её температурная
деформация (механические нагрузки).
При подземной прокладке ниже глубины промерзания для холодного
водоснабжения. Нет разницы температур, нет возможности образования
конденсата, а если бы и была, это допустимо.
Надеемся, что информация была полезной!
Говоря о нас, сегодня РОСТерм является крупнейшим производством в
России по выпуску трубы из сшитого полиэтилена PE-Xa, которое
также производит фитинги для 2-х способов монтажа трубы PE-Xа
(аксиальные и Лайт ( Q&E)) и защитные гофрированные шланги для всех
диаметров труб
Когда гофра обязательна:
При скрытой прокладке в бетонных и кирпичных стенах, именно в системах
высокотемпературного отопления (например, радиаторного или с
использованием конвекторов или теплообменников приточных вентсистем),
а также в системах горячего водоснабжения, где температура 55–60 градусов
— гофра защищает от трения и температурных деформаций. Гофроканал
своим телом формирует канал, внутри которого находится труба, внутри этого
канала остаётся место для температурных деформаций и подвижек труб.
Нормы обязывают прокладывать такие трубопроводы ‼️ТОЛЬКО‼️ в
специально устроенных для этого каналах, лотках и шахтах. Гофроканал как
раз формирует пространство для труб и полностью удовлетворяет
требованиям СП.
При прокладке через перекрытия и стены — чтобы труба “гуляла” и не
стиралась. Также при переходе разных карт заливки бетонных конструкций —
для компенсации подвижек как самих конструкций, так и трубы.
В местах, где возможны удары или попадание строительного мусора.
Для прокладки систем холодного водоснабжения. В отличие от систем
водяного тёплого пола тут есть разница температур, но эта разница со знаком
«минус», и она не влияет на условия эксплуатации труб. Однако при такой
разнице, при определённых условиях (например, при высокой разнице
температур на поверхности трубы и окружающей среды, помноженной на
высокую влажность окружающей среды), образуется так называемая "точка
росы", когда на поверхности труб появляется конденсат. Он в свою очередь
негативно влияет на строительные конструкции (насыщает влагой бетон или
размокает гипсокартон и т.д.).
Совет: экономить на гофре — плохая идея.
Ремонт протечки в стене из-за ошибок монтажа обойдётся в разы дороже,
чем защита трубы на этапе монтажа.
Ещё один совет:
Рекомендуем использовать гофроканалы на один-два размера больше
номинального. Это позволит вам с гораздо меньшим трудом заменить
(перетянуть) прямые участки трубы в случае их случайного повреждения во
время производства строительных работ. Например, если кто-то случайно
просверлит трубу в конструкции пола или попадёт в неё саморезом или иным
крепежом в конструкции гипсокартонной перегородки. Во всех подобных
случаях вы легко сможете перетянуть участок трубы, не разбивая и не
разбирая конструкцию.
Помните вопрос с прошлого поста про пожарные водопроводы? Так почему
же на пожарных водопроводах можно не использовать резиновые подкладки
при креплении труб? На самом деле всё просто: потому что температура
пожарного трубопровода всегда примерно равна температуре окружающей
среды. А значит, так же как и в случае с тёплым полом, нет большой разницы
температур, а значит — нет линейного расширения (удлинения) трубы и нет
деформаций. Поэтому в пожарных трубопроводах (и только там) допустимо
использование каплевидных хомутов, хомутов без подкладок, а также иных
видов крепежа, применимых только там. Можно даже на перфоленту
смонтировать — и это не будет противоречить СП, в отличие от систем,
нагруженных высокими температурами (как системы отопления или горячего
водоснабжения). Это единственное исключение из правил, так же как системы
тёплого пола — единственное исключение, где трубу разрешено
замоноличивать в бетонное тело без сформированных каналов.
Пожалуйста, поставьте свой монолитный, железобетонный лайк, если эта
статья была для вас интересной и познавательной. Поставьте реакцию на этот
пост, если узнали из него новое.
В современных системах водоснабжения и отопления всё чаще применяют
горизонтальную разводку — трубы и фитинги прячутся в стяжку
пола. Поэтому соединения должны быть максимально надёжными и
простыми. Именно этим требованиям отвечает аксиальная система: фитинги
из PPSU + надвижная гильза. Фитинги PPSU (поливинилсульфон) для труб PE-
Xa из сшитого полиэтилена — это современное решение, которое:
обеспечивает прочность и долговечность
не требует обслуживания
спокойно «живёт» в стяжке и в стенах
Но есть важный момент: аксиальные фитинги — это одноразовое
соединение.
При монтаже труба и гильза обжимаются так, что повторно использовать
фитинг уже нельзя.
После демонтажа герметичность теряется, и в случае повторного монтажа
есть риск протечки.
Правильный вариант такой: при разборке участка заменить фитинг на новый.
Это гарантия безопасности, долговечности и спокойствия для клиента.
P.S. Независимо от того какой материал фитингов используется в работе мы
как производители не рекомендуем использовать их повторно. Даже если это
латунь мы все равно не можем контролировать температуру нагрева и
температурные деформации, ведь для того чтобы металл потерял свои
свойства его не обязательно расплавлять, достаточно просто нагреть до
появления цветов побежалости.
Эта статья поможет понять, что такое термоголовка, как она устроена, как она
работает и почему в свое время она совершила революцию изменив правила
игры, добавив константное регулирование на другой чаше весов, против
классического количественного регулирования.
Говорю как монтажник, который видел сотни квартир и частных домов до и
после установки термоголовок — разница колоссальная.
Почему без них — ты просто топишь деньги:
X Радиаторы шпарят, дома как в бане — открываешь окно, а вместе с теплом
улетают и деньги. X В одной комнате жарко, в другой холодно. X Платишь по полной, хотя реально столько тепла тебе не нужно.
Выглядит как рекламные слоганы, не правда ли, но давайте разберемся во
всем вместе и по порядку.
Что даёт термоголовка:
Идеальный климат в каждой комнате. Задал 22°C — и забыл. Комфорт
круглый год, без скачков. Независимо от изменения температуры на улице
и/или изменения температуры теплоносителя, воздух в помещении всегда
заданной нами температуры.
Экономия до 20% на отоплении — цифра проверена клиентами. Через пару
сезонов окупается с лихвой. В частных домах с электрическими котлами,
окупается пятикратно в первый же отопительный сезон и это не
преувеличение.
Защита от перегрева — не болит голова, не сохнут глаза, не сохнет во рту,
спится гораздо лучше.
Где ставить:
На каждый радиатор, чтобы управлять температурой в каждой комнате
отдельно.
Наш совет для всех: даже если у вас центральное отопление, термоголовка —
это возможность перестать жить по «температуре от ЖЭКа» и сделать себе
комфорт, как в дорогом отеле. Не зависеть от усредненки на теплоцентрали,
забыть про инерционность теплосетей, не бегать к котлу регулируя его
температуру в своем доме. Термоголовка, это маленькая вещь, которая делает
регулирование автоматическим, без единого датчика и без единого
сантиметра проводов, самым простым, а значит самым надежным и
безотказным способом.
Кто однажды их себе поставил — уже не снимет и не согласится жить без них.
Принцип термостатического регулирования отопления в целом и как
вопрос по комнатному, автоматическому регулированию решается
одной лишь термоголовкой, быстро, легко, просто, не дорого, простыми
словами.
Термостатическое регулирование обеспечивает поддержание комфортной
температуры в каждой комнате независимо от работы котла, центрального
теплопункта или иного источника тепла, так же как и классическое
количественное регулирование, но в чем разница?
Без термостатов: радиаторы отдают тепло всегда максимально, пока в системе
идёт горячая вода → перегрев, духота, приходится открывать окна.
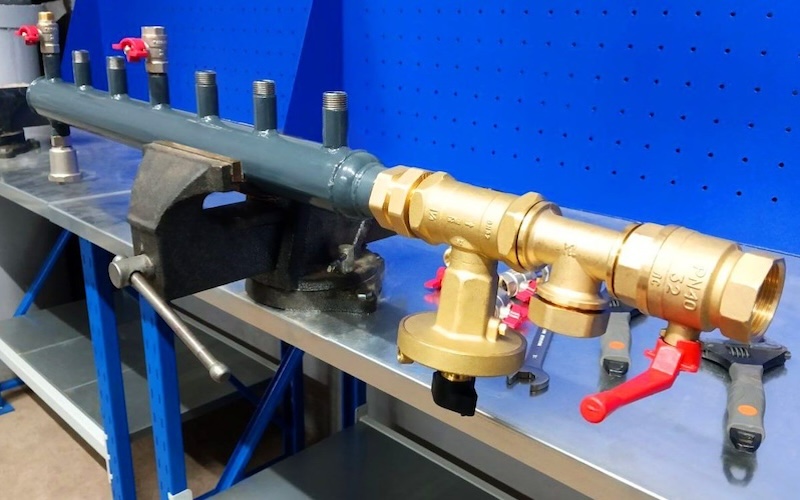
Можно использовать количественное регулирование. Например, как на
картинке в этом посте, слева. У нас есть вентиль, мы закручиваем маховик
(ручку крутилку) и регулируем количество подаваемого теплоносителя в наш
отопительный прибор. На самом деле нет никаких проблем в том чтобы
однажды отрегулировать этот вентиль, выставить опытным или
империческим путем нужного положения и пользоваться. Проблема в том,
что условия, в которых работает отопительный прибор, постоянно меняются.
Например, на улице стало холоднее, нужно крутить вентиль в бОльшую
сторону. теплоноситель стал горячее, нужно опять крутить в меньшую
сторону. Открыли окно на проветривание, стало прохладно, снова в бОльшую
сторону. На улице снова потеплело на пару градусов? Значит пора опять
крутить вентиль. Ночью началась оттепель после мороза? Конечно, вы в
курсе, ведь ночью вы крутили в честь этого вентиль, ведь в комнате стало
невыносимо душно.
Конечно, можно автоматизировать этот процесс. Например, поставить
электрический привод, который сам будет крутить. Поставить автоматику и
датчики в каждой комнате, пусть автоматика сама следит за температурой по
датчикам, и сама подкручивает каждый из вентилей в нужную сторону по
мере необходимости. Такой вид регулирования
называется количественным, потому что автоматика меняет
именно количество теплоносителя для каждого прибора по мере изменения
условий работы системы.
Это всегда дорого стоит, будь у вас хоть один отопительный прибор, хоть
десять, хоть сотня. Как минимум вы купите блок автоматики, кучу датчиков,
кучу приводов, будете питать это все электричеством и проложите провода
сами, либо заплатите за их монтаж.
Термостатический вид регулирования работает по тем же принципам, но
гораздо меньшей кровью.
Термостатический, от слова термостат. Термостат есть внутри каждой
термоголовки. Каждый радиатор, снабженный термоголовкой, ограничивает
поток теплоносителя сам, сохраняя заданную температуру (например, +22 °C).
Принцип работы термоголовки для радиатора отопления:
Термостатическая головка (термоголовка) устанавливается на специальный
термостатический клапан (на рисунке, справа), который перекрывает поток
теплоносителя в радиатор.
Внутри головки находится термочувствительный элемент (чаще всего
сильфон с газом или жидкостью - парафином, например), который реагирует
на температуру воздуха в комнате:
Когда температура в помещении поднимается выше установленного
значения → наполнитель в сильфоне расширяется от теплового расширения
нагреваясь ОТ ВОЗДУХА в помещении→ шток термоклапана прижимается под
усилием расширяющегося сильфона→ подача теплоносителя в радиатор
уменьшается или полностью прекращается.
Когда температура воздуха в помещении падает ниже установленного
значения → наполнитель сжимается → шток открывает клапан под
воздействием возвратной пружины → в радиатор поступает больше горячего
теплоносителя.
Таким образом, радиатор сам «подстраивается» под температуру в
помещении, однажды выставленную на термоголовке, без участия человека.
Без датчиков, без проводов, без электричества, без автоматики и
электроприводов.
Способы присоединения термоголовок
Термоголовка всегда работает в паре с термостатическим клапаном. На
картинке выше, мы показали вам разные виды подключений на
термостатических клапанах. Сами клапаны могут быть смонтированы на
участке трубы, идущей к отопительному прибору, так же они могут быть
встроены в сам прибор.
Основные варианты подключения:
Резьбовое соединение (правые два изображения) – наиболее
распространённое, головка накручивается на клапан (резьба
стандартизирована, обычно M30×1.5 или M28×1.5 (второе встречается
крайне редко — это настоящая экзотика). Термоголовка устанавливается на
отопительный прибор, голыми руками, нужно установить на термоголовке
максимальное значение, затем накрутить ее на термостатический клапан от
руки. Демонтировать можно в обратной последовательности, можно делать
это под давлением и во время работы системы отопления.
Быстросъёмное (клипсовое соединение) еще его называют "клик-клак" (на
картинке слева) – головка фиксируется защёлкой, монтаж и демонтаж
занимает секунды. Демонтаж так же очень простой.
Что делать если у вас уже есть термоголовки, но они не подходят к вашим
термостатическим вентилям? Закажите переходники на озоне, они есть на
любые конфигурации, с любого вида на любой вид, стоят они буквально
копейки. Некоторые термоголовки комплектуются этими переходниками с
завода.
Напишите в комментариях, если вам интересно почитать о разных видах
термоголовок по назначению. Например, о термоголовках с выносными
колбами и/или датчиками, про умные термоголовку с вайфаем и с
батарейками внутри, о термоголовках, работающих не по воздуху, а по
температуре теплоносителя протекающего через термостатический вентиль
или через любое что-то, что рядом протекает. Про разные интересные и
нестандартные способы использования термоголовок в системах, например
напольного отопления с водяными теплыми полами, например, которые
легко реализовать, используя трубы, которые мы производим для вас уже
больше 10 лет.
Ответим кратко: да, можно. И вот почему.
PPSU (полифенилсульфон) — это высокопрочный инженерный полимер,
который отлично подходит для систем водоснабжения, отопления и тёплых
полов. Его ставят в самых нагруженных зонах — там, где нужно надёжно,
надолго и без шансов на протечки.
Но главный вопрос, что PPSU фитинги можно использовать при монтаже
трубопровода для питьевой воды, особенно если в системе используется
хлор.
Почему PPSU подходит:
Не боится хлора. PPSU изначально разработан для медицины. Материал
выдерживает агрессивные среды, в том числе хлор, без разрушения
структуры и выделения вредных веществ.
Безопасен. Не меняет вкус и запах воды, не вступает в химические
реакции.
Сертифицирован. Соответствует требованиям СанПиН и допущен к
применению в питьевом водоснабжении.
Никакой коррозии. В отличие от металла, не ржавеет, не окисляется, не
теряет герметичность со временем.
Контроль на производстве РОСТерм
На производственной площадке ежедневно проводится:
Испытание готовых PPSU фитингов на прочность, герметичность,
термостойкость. Анализ входящего сырья: проверяется каждая партия,
прежде чем попасть в производство.
Контроль соединений трубы с фитингом — в условиях, имитирующих
реальные нагрузки.
Всё это — в собственной аттестованной лаборатории, где соблюдается
полный цикл контроля: от поступления сырья до выхода готовой продукции.
Вывод:
PPSU фитинги от РОСТерм можно безопасно использовать в системах
питьевого водоснабжения с хлорированной водой. Это надёжное,
сертифицированное и проверенное решение — каждый день, на каждом
этапе.
И что особенно важно — сделано в России, под контролем, без
компромиссов по качеству.
Сегодня РОСТерм известен как крупнейший производитель труб и фитингов из полимерных материалов для водоснабжения, отопления и даже электрики., а также, как уникальное современное производство, выпускающее аксиальную систему PE-Xа
(трубы PE-Xa, фитинги PPSU/PVDF и гофрированные кожухи) на одной площадке.
В современном производственном процессе качество продукции играет ключевую роль. Это особенно актуально в области производства труб и фитингов, где даже незначительные отклонения могут привести к серьезным последствиям. Компания РОСТерм не только соответствует основным требованиям стандартов, но и применяет дополнительные методы испытаний, чтобы гарантировать своим клиентам высокое качество продукции.
При производстве однослойных труб РОСТерм придерживается ГОСТ 32415-2013, в то время как многослойные трубы изготавливаются по ГОСТ Р 53630-2015. Это гарантирует, что продукция компании соответствует всем национальным стандартам.
РОСТерм проводит различные испытания для оценки параметров своих изделий. Основные испытания включают определение геометрических характеристик по ГОСТ 29325-92, что позволяет точно контролировать размеры и форму изделий. Определение относительного удлинения при разрыве (ГОСТ 11262) обеспечивает понимание прочности материалов и их способности к деформации. Изменение длины после прогрева (ГОСТ Р ИСО 580-2008) позволяет проверить устойчивость к температурным изменениям, что критически важно для эксплуатации в различных климатических условиях.
Кроме того, РОСТерм проводит определение показателя текучести расплава по ГОСТ 11645-73, что является важным для оценки перерабатываемости полимеров. Для изделий из сшитого полиэтилена также выполняется испытание на степень сшивки согласно ISO-10147, что гарантирует их долговечность и надежность. Гидростатические испытания готовых изделий (ГОСТ ISO 1167-1-2013) оценивают прочность под давлением, что особенно важно для трубопроводных систем. Одновременно лаборатория проверяет содержание летучих веществ на соответствие ГОСТ 26996-86 и ГОСТ 16338-85, что позволяет избежать потенциальных проблем с качеством материала.
В дополнение к основным испытаниям, РОСТерм внедряет и дополнительные методы контроля.
Одним из таких методов является ДСК (дифференциальная сканирующая калориметрия), который помогает изучать термические свойства полимеров. Этот метод обеспечивает контроль качества входящего сырья и дает возможность анализировать трубы, которые уже были в эксплуатации, для выявления возможных изменений свойств. Испытания на термическую стабильность труб, хотя и были отменены как обязательные, продолжают проводится в лаборатории РОСТерм для обеспечения надежности продукции. Испытание MЭK для фитингов PPSU, проводимое на производстве РОСТерм, позволяет выявить избыточное напряжение в их теле при производстве. Тест с использованием метилэтилкетона помогает определить, возникает ли внутреннее напряжение, угрожающее хрупкостью и прочности фитинга. MЭK - тест проводят на этапе контроля литья, чтобы оптимально настроить параметры процесса и избежать внутренних напряжений, обеспечивая высокую прочность изделий. РОСТерм особо уделяет внимание испытаниям фитингов PPSU, так как для них не предусмотрены специальные ГОСТы и методики испытаний. Испытания проводятся каждые 4 часа, что позволяет следить за качеством и безопасностью этой продукции.
Таким образом, РОСТерм, обеспечивая качество продукции выше стандартов, демонстрирует свою приверженность к безопасности и надежности, что делает компанию лидером в своем сегменте на российском рынке.
Безопасность и надежность продукции – это забота о потребителях.
В условиях современного рынка, который требует от производителей выпуска качественной и надежной продукции, необходимо осуществлять непрерывный технический контроль на всех стадиях производственного процесса. Именно поэтому производство РОСТерм несколько лет назад создало собственную аттестованную лабораторию (аттестат аккредитации №РОСС RU.32368.04НСО0), оснащенную новейшим и уникальным оборудованием.
Идти в будущее
В заключение, важно подчеркнуть что РОСТерм видит необходимость проведения дополнительных испытаний в условиях увеличения производства труб PE-Xa на своем предприятии . Запуск новых высокоскоростных линий FAST PEX и увеличение объема производства до более чем 50 миллионов метров в год не только позволяет компании эффективно отвечать на возросший внутренний спрос, но и активно развивать экспортные возможности. Важно отметить, что такой рост производства также поддерживает курс на импортозамещение, что становится особенно актуальным в современных экономических условиях. Дополнительные испытания необходимы для обеспечения высокой надежности и безопасности продукции, что способствует укреплению позиций РОСТерм на рынке и повышению доверия со стороны потребителей.
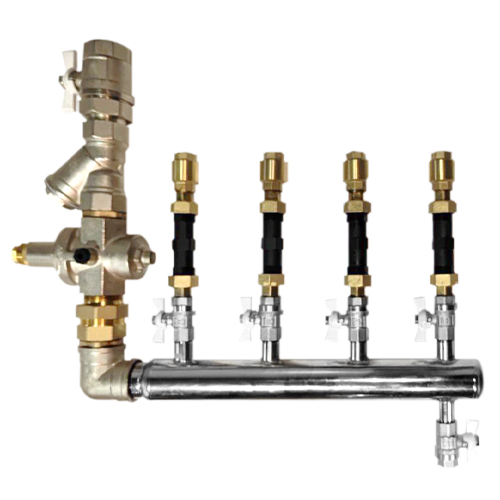
Компания РОСТерм активно развивает в Санкт-Петербурге направление по производству и сборке коллекторных узлов для систем отопления, водоснабжения и холодоснабжения, предлагая надёжные решения, адаптированные под требования современного строительства.
Рост спроса на горизонтальные системы
С переходом многоэтажного домостроения на горизонтальные инженерные системы значительно увеличился спрос на сборные коллекторные решения. Эти схемы становятся стандартом и при проектировании объектов социальной инфраструктуры — школ, детских садов, медицинских и культурных учреждений. Это объясняется не только удобством монтажа, но и повышенной энергоэффективностью горизонтальных систем по сравнению с устаревшими стояковыми.
Современные здания всё чаще имеют сложную архитектуру и индивидуальные решения на каждом этаже. Это требует точной настройки температурных режимов и грамотной балансировки. Такие задачи решаются только с помощью коллекторных узлов, разработанных под конкретный проект.
Производственные возможности РОСТерм
Компания изготавливает коллекторные узлы по индивидуальным техническим заданиям на собственной площадке в Санкт-Петербурге. Используются гребёнки собственного производства и компоненты под брендом HEIZEN. Параметры подбираются по проекту:
Диаметры гребёнок от 20 до 76 мм
Количество выходов — от 1 до 14 и более
Материалы: нержавеющая или углеродистая сталь с порошковым покрытием
Арматура: ручная или автоматическая балансировка
Тип присоединений: фланцевые, резьбовые
Каждое изделие проходит проверку на герметичность и контроль качества. Коллекторы поступают на объекты уже в собранном виде, что сокращает сроки монтажа и снижает риски на площадке.
Поддержка проектировщиков и застройщиков
Проектный отдел РОСТерм сотрудничает с ведущими девелоперами России, предлагая гидравлические расчёты, подбор оборудования, разработку нестандартных схем и узлов. В 2023 году компания расширила производство, установив новое оборудование для серийного выпуска гребёнок, что увеличило объем и гибкость выпуска продукции.
Май 2025: поставки на ЖК «Лермонтовский, 54»
Как пример, в мае 2025 года начались поставки коллекторных узлов РОСТерм для системы холодоснабжения жилого комплекса «Лермонтовский, 54» в Санкт – Петербурге.
В рамках проекта применяются уникальные коллекторы из нержавеющей стали диаметром 63 мм, оснащённые автоматической системой балансировки. Такие решения обеспечивают стабильную и эффективную работу системы холодоснабжения, соответствуя самым высоким требованиям к качеству, надёжности и технической точности на объектах бизнес-класса.
Решения для сложных инженерных задач
Коллекторные узлы РОСТерм востребованы на объектах с повышенными техническими требованиями. Особенно это касается систем холодоснабжения, отопления и смешанных решений, где необходимо учитывать нюансы распределения различных потоков.
РОСТерм не ограничивается типовыми решениями — вся продукция проектируется и производится по индивидуальному техническому заданию, под реальные условия конкретного объекта.
Не секрет, что в современном строительстве ценится не только надёжность, но и гибкость инженерных решений. Коллекторные узлы РОСТерм — это продукция, которая подстраивается под проект, а не наоборот.
Степень сшивки является важнейшим свойством полиэтиленовых труб, в
частности PE-Xa, так как влияет на их прочность, долговечность и
устойчивость к температурным перепадам.
Определение сшивки в трубах PE-X представляет собой сложный процесс,
который включает в себя несколько факторов, в том числе тип
используемого метода сшивки, уровень сшивки и используемый метод
испытаний.
Сшивание — это процесс, при котором полимерные цепи в полиэтилене
химически связываются друг с другом, образуя трехмерную сеть. Этот
процесс улучшает физические и химические свойства полиэтилена и
повышает его производительность в условиях высокого давления.
Сшивание может быть достигнуто с помощью различных методов, включая
облучение электронами (радиационное), пероксидное и силановое
сшивание — данные методы являются наиболее распространенными.
Каждый из этих методов имеет свои преимущества и недостатки, и тип
используемого метода сшивания может повлиять на уровень сшивки и
свойства трубы PE-X.
Сам химический элемент и способы его катализации и определяют методы
сшивки:
PE-Xа- пероксидный
PE-Xb - силановый
PE-Xc – радиационный
Компания РОСТерм дает выбор клиентам и производит сшитый
полиэтилен двумя способами: PE-Xа и PE-Xb.
Сегодня завод Ростерм является единственным российским
производителем аксиальной системы PE-Xa, где трубы PE-Xa и фитинги
PPSU/PVDF для систем отопления производятся на одной площадке.
Мощности завода позволяют выпускать до 60 млн метров PE-Xa в год.
В свое время необходимость использования полиэтилена при более
высоких температурах и давлении (для систем отопления и горячего
водоснабжения) привела к разработке способов получения полиэтилена с
большим молекулярным весом. Это было достигнуто с помощью
образования дополнительных поперечных связей полимера под высоким
давлением. Этот процесс и получил название СШИВКА, а полиэтилен,
полученный таким способом — СШИТЫЙ ПОЛИЭТИЛЕН (или РЕ-Х).
Таким образом, сшитый полиэтилен — это производная от полиэтилена, в
химическую структуру которого включается активный элемент,
усиливающий конечные свойства трубы по температуре и давлению.
СШИТЫЙ полиэтилен или «степень сшивки»
Степень сшивки является важнейшим свойством полиэтиленовых труб, в
частности PE-Xa, так как влияет на их прочность, долговечность и
устойчивость к температурным перепадам.
Определение сшивки в трубах PE-X представляет собой сложный процесс,
который включает в себя несколько факторов, в том числе тип
используемого метода сшивки, уровень сшивки и используемый метод
испытаний.
Сшивание — это процесс, при котором полимерные цепи в полиэтилене
химически связываются друг с другом, образуя трехмерную сеть. Этот
процесс улучшает физические и химические свойства полиэтилена и
повышает его производительность в условиях высокого давления.
Сшивание может быть достигнуто с помощью различных методов, включая
облучение электронами (радиационное), пероксидное и силановое
сшивание — данные методы являются наиболее распространенными.
Каждый из этих методов имеет свои преимущества и недостатки, и тип
используемого метода сшивания может повлиять на уровень сшивки и
свойства трубы PE-X.
Сам химический элемент и способы его катализации и определяют методы
сшивки:
PE-Xа- пероксидный
PE-Xb - силановый
PE-Xc – радиационный
Компания РОСТерм дает выбор клиентам и производит сшитый
полиэтилен двумя способами: PE-Xа и PE-Xb.
Сегодня завод Ростерм является единственным российским
производителем аксиальной системы PE-Xa, где трубы PE-Xa и фитинги
PPSU/PVDF для систем отопления производятся на одной площадке.
Мощности завода позволяют выпускать до 60 млн метров PE-Xa в год.
Наверное, вы встречали категоричных людей, которые были
сторонниками какого-то одного вида труб. Они говорят, что это лучшее
решение, что только его и надо использовать, если вы хотите получить
отличный результат. Но позвольте с этим не согласиться. В инженерной
сантехнике не бывает универсального (и при этом лучшего!) решения на
все случаи жизни. Объекты очень разные, задачи тоже отличаются, климат
нашей необъятной страны еще как отличается, да и есть миллион других
нюансов. Поэтому конкретное инженерное решение (в том числе – выбор
вида труб) определяется в зависимости от объекта, технических задач и
даже требований, продиктованных интерьером!
В этот раз мы поговорим о прекрасном. О том, как разные виды труб
смотрятся в интерьере, о том, когда лучше использовать
полипропиленовые, полиэтиленовые, металлопластиковые трубы, а
когда стоит остановить выбор на чем-то другом.
Можно ли в этом случае полипропилен заменить полиэтиленовыми или
металлопластиковыми трубами? Можно. Но будет это выглядеть крайне
неэстетично. Никакими способами вы не добьетесь, чтобы бухтовые
полиэтиленовые трубы были такими же ровными, как полипропиленовые.
Поэтому для открытой прокладки (а тем более на длинных трассах) PP-R-
трубы просто незаменимы.
Даже в стояке, который обычно скрыт от наших взоров, конечно же,
прямые трубы будут выглядеть аккуратнее, их будет проще обслуживать.
Хотим заметить, что РОСТерм первым три года назад начал предлагать
полипропиленовые трубы в размер заказчика (3-х, 4 -х- или 5-метровой
длины), что позволяет экономить на фитингах и отходах до 25%. Теперь
монтажники не выбрасывают обрезки труб, оптимизируют затраты и не
засоряют окружающую среду.
Отдельно следует обратить внимание на изделия РОСТерм из
термостабилизированного полипропилена с увеличенной толщиной
стенки SDR5 и SDR6, которые успешно выдерживают предельные для
полимеров параметры давления и температуры – более 14 бар при
температуре 65 градусов, соответственно. Они могут использоваться на
самых нагруженных участках системы ГВС многоэтажного строительства
как альтернатива стальным и нержавеющим трубам.
Полиэтиленовые трубы
Особой популярностью среди монтажников (и не только) сейчас
пользуются трубы PE-Xa и PE-RT. Такой тренд связан с изменившимися
ценами на материал, привлекательными для монтажа свойствами труб, а
также тем фактом, что сейчас все чаще трубы прячут в стяжку и стены.
Кстати, вместе с полиэтиленовыми трубами все чаще используются
аксиальные фитинги. Это неразъемные соединения (хотя некоторые,
вооружившись строительным феном, умудряются это сделать, мы такой
подход не одобряем!), поэтому их можно укладывать в стяжку.
Российский завод «РОСТерм» производит и полиэтиленовые трубы PE-Xa, и
аксиальные фитинги из PPSU (полифенилсульфона) на одной площадке.
Гильза для таких фитингов изготавливается из PVDF, поэтому не лопается
при монтаже и эксплуатации. В компании РОСТерм действует
аттестованная лаборатория, оснащенная новейшим оборудованием для
проведения всех необходимых испытаний входного сырья и готовой
продукции, а также всех соединений. Также в ассортименте есть латунные
аксиальные фитинги. А недавно для наших клиентов стал доступен
гидравлический инструмент РОСТерм для монтажа системы PE-X –
компактный и очень удобный
Металлопластиковые трубы
Этот материал подходит для скрытой прокладки, но в отличие от,
например, того же PE-Xa при изгибах и возможных заломах/замятиях не
восстанавливает обратно свою форму. Что потребует замены участка
трассы. Сшитый полиэтилен же
Для выпрямления металлопластиковых труб понадобятся различные
приспособления. Особенно удобные в работе стационарные, но есть и
ручные.
Люди гибнут за металл!
Чего уж греха таить, нержавейка и медь – выглядят эффектно. Даже если
это котельная, куда, казалось бы, не ступает нога постороннего человека
(однако бывает и так, что хозяева водят туда гостей, как на экскурсию!).
Причем трубы из нержавеющей стали, на наш скромный взгляд, смотрятся
намного впечатляюще, чем медные.
По нашему опыту, медные трубы за последние годы стали встречаться на
объектах гораздо реже, а вот нержавейка актуальна как никогда.
Экзотика в сантехнике
Конечно же, есть и экзотические варианты. Так, гофрированные трубы из
нержавеющей стали часто используются при открытой прокладке, чтобы
придать интерьеру более брутальный вид.
А еще из таких труб часто делают различные скульптуры для украшения
интерьера. Ведь их гнуть можно в прямом смысле голыми руками. Но
лучше все же это делать в перчатках, потому что встречаются заусенцы,
оставляющие неприятные глубокие царапины.
Из полипропиленовых труб тоже очень часто делают различные не
сантехнические конструкции, но это такая большая тема, что ей мы
посвятим отдельную публикацию. Так что не переключайтесь и выбирайте
отечественных производителей! За ними будущее России.
Что выбрать для частного дома: теплый пол или радиаторы отопления? На
этот вопрос довольно сложно ответить коротко и однозначно. Тем более
что его можно рассматривать в разных плоскостях и применительно к
разным домам и помещениям в них. Давайте разбираться!
Комфорт и ничего личного
Теплый пол идеален в кухне, ванной и прихожей. То есть там, где люди
проводят много времени или ходят необутые. Кроме того, во многих домах
просторные кухни – это место притяжения всей семьи, включая детей,
которые традиционно много времени проводят на полу.
Чем хорош теплый пол? Он отдает тепло именно там, где находится
человек. Радиаторы же создают тепловую завесу для холодного воздуха,
который идет от окна. То есть по полу нет сквозняков, это плюс, но
горячий воздух при таком типе отопления скапливается под потолком, а у
пола прохладно.
У теплого пола такого недостатка нет: ноги у человека находятся в тепле, а
горячий воздух, поднимаясь вверх со всех поверхности помещения, создает
комфортную обстановку для человека. Особенно это хорошо, когда в
помещении высокие потолки, и вы не хотите греть крышу, а
предпочитаете согревать ноги.
Противопоказания для теплого пола
Есть люди, которые принципиально стараются везде проложить теплый
пол. Они считают его панацеей от всех бед и невзгод. Потом стройка и
ремонт заканчиваются, и вся семья начинает планировать размещение
мебели и различного оборудования: вот здесь будет стоять шкаф, здесь –
кровать, а там будет лежать огромный пушистый ковер. В результате
получается, что на полу находятся термоизолирующие элементы. Ковер,
скорее всего, из искусственных материалов.
Поэтому всегда заранее планируйте расположение предметов интерьера,
чтобы понимать, где теплый пол точно будет не нужен. Во-первых, это
просто неэффективно. Во-вторых, некоторые вещи от тепла могут прийти
в негодность, а некоторые (например, синтетический ковер) даже будут
выделять в воздух помещения вредные для человека вещества. Зачем это
нужно, например, в спальне?
Со многими напольными покрытиями теплый пол откровенно не дружит
(например, паркет со временем начинает рассыхаться), с какими-то
значительно теряет в эффективности (пробка, ковролин, линолеум,
ламинат).
Кафель, камень – лучшие варианты для теплого пола. Это естественные
материалы с большой теплоемкостью, они хорошо впитывают и отдают
тепло. Больше того, такие материалы логично использовать в кухне,
ванной и прихожей, о чем мы писали выше; это практичные материалы для
данных помещений, их удобно чистить и сложно повредить. И что важно –
они очень устойчивы к температуре.
Цена имеет значение
Особенно в наше время. Увы. Установить радиаторы отопления (опять же,
смотря какие радиаторы!) в помещении чаще всего обходится несколько
дешевле, чем проложить систему теплого пола. Не без исключений,
разумеется, но чаще всего так.
Знал бы прикуп – жил бы в Сочи
Если вы живете в этом солнечном городе, то данный пункт для вас не
имеет значения. Вы можете выбрать теплый пол в качестве обогрева
помещений и не пожалеть об этом зимой.
Но в нашей необъятной стране есть города, которые находятся в гораздо
более суровых климатических условиях. Обогреть только теплыми полами
спальни, детские комнаты и кухни далеко не всегда представляется
возможным (многое зависит еще от самого дома, строительных
материалов, стеклопакетов, качества выполненных работ и многого
другого).
Поэтому нередки случаи, когда после точного расчета принимается
решение использовать комбинированное отопление – в помещениях
прокладывается теплый пол и устанавливаются радиаторы. Таким
образом, жильцы получают и необходимое количество тепла, и комфорт.
Сегодня компания РОСТерм представляет собой не только бренд РОСТерм,
но и разнообразие брендов: Heizen, Mirkl, Boonair, Vaxt, каждый из которых
отвечает конкретным задачам и категориям товаров, что позволяет
максимально эффективно удовлетворять потребности различных
клиентов.
Напомним, что история РОСТерм началась в 2005 году с целью
продвижения материалов и решений в области внутренних инженерных
систем, максимально адаптированных к сложным условиям эксплуатации
российских систем водоснабжения, отопления и канализации.
За эти годы компания стала одним из крупнейших игроков на рынке
инженерного обеспечения объектов жилого, коммерческого и
государственного строительства России.
Сегодня РОСТерм известен на рынке, также, как крупнейший
производитель труб, фитингов и систем для прокладки кабеля из
полимерных материалов и уникальное современное производство,
выпускающее аксиальную и радиальную систему PE-Xа на одной площадке.
Бренд РОСТерм
Под маркой РОСТерм в основном представлена продукция собственного
производства: трубы и фитинги, изготовленные из высококачественных
полимерных материалов, а также радиаторы, выпускаемые на площадках
наших партнеров.
Мы стремимся к максимальному качеству и инновациям, чтобы
предложить нашим клиентам надежные и долговечные решения,
соответствующие самым современным стандартам.
Наша продукция отличается высокой прочностью, устойчивостью к
коррозии и химическим воздействиям, что делает ее идеальной для
различных областей применения: водоснабжения, отопления, теплых
полов и снеготаяния. Удобство монтажа и легкость в эксплуатации делают
трубы и фитинги РОСТерм превосходным выбором для профессионалов и
застройщиков. Предоставляя на трубу PE-Xa РОСТерм гарантию 10 лет мы
говорим о ее надежности и долговечности.
Бренд Heizen
Под брендом Heizen компания предлагает высококачественные решения в
области балансировочной и термостатической арматуры, а также
коллекторные группы собственного производства. Мы ориентируемся на
создание продуктивных и эффективных систем отопления и
водоснабжения, предлагая инновационные и надежные продукты для
конечных пользователей и профессионалов в строительстве.
Балансировочная арматура Heizen позволяет точно регулировать и
настраивать потоки теплоносителя в системе, что способствует
оптимизации работы отопительных комплексов и повышению их
эффективности.
Термостатическая арматура Heizen обеспечивает автоматическое
регулирование температуры, позволяя создавать комфортные условия в
помещениях при минимальных энергозатратах.
Коллекторные группы, произведенные под брендом Heizen на нашем
собственном производстве, настраивают систему распределения
теплоносителя, обеспечивая надежное и удобное подключение к
радиаторам и другим устройствам.
Бренд VAXT
Бренд VAXT представляет собой широкий ассортимент товаров, который
дополняет продукцию собственного производства компании РОСТерм и
отвечает потребностям конечных пользователей и монтажников в
организации внутренних инженерных систем и отопления. Наша цель
заключается в предоставлении комплексных решений для создания
комфортного и эффективного микроклимата в помещениях.
Бренд VAXT фокусируется на предоставлении актуальных решений,
которые интегрируются с другими компонентами, производимыми под
маркой РОСТерм. Это позволяет нашим клиентам создавать полноценные
системы, которые эффективно работают в любых условиях. Основная
продукция под брендом VAXT представлена в магазинах DIY.
Чугунная канализация VAXT реализуется в высокоэтажном строительстве.
Бренд Mirkl
Под брендом Mirkl представлена широчайшая линейка товаров для систем
прокладки кабелей, которые производятся на современном заводе
РОСТерм. Компания РОСТерм предлагает качественные решения для
организации кабельных сетей под брендом MIRKL, соответствующие
самым актуальным требованиям рынка.
Наша продукция включает не только элементы системы прокладки
кабелей (кабель-каналы, гофрированные кожухи, распределительные
коробки), но и коллекцию розеток и выключателей, которая разработана
нашей командой экспертов и изготавливается на производственных
площадках надежных партнеров.
Бренд Mirkl сочетает в себе инновационный подход и высокие стандарты
качества. Мы постоянно обновляем и расширяем наш ассортимент, чтобы
обеспечить наших клиентов современными и удобными решениями для
электросетей. Все наши изделия проходят строгий контроль качества, что
гарантирует их надежность и долговечность в эксплуатации.
Выбирая продукцию Mirkl, вы можете быть уверены в том, что получаете
не только функциональность, но и стильный дизайн. Наши розетки и
выключатели легко вписываются в любой интерьер, демонстрируя
уникальный баланс между эстетикой и практичностью.
Бренд Boonair
Наша компания с гордостью представляет и бренд Boonair — надежное
решение в обеспечении мягкого увлажнения и благоприятного
микроклимата в доме.
Наши ультразвуковые увлажнители воздуха обеспечивают широкий
ассортимент решений для увлажнения жилых пространств, которые
отвечают самым высоким стандартам качества и эффективности.
Ассортимент представлен в Лемана ПРО и на маркетплейсах.
Все бренды компании РОСТерм призваны помогать создавать и строить
пространства для жизни людей, улучшая качество жизни россиян и
способствуя их комфорту и благополучию.
Экструзионная линия для производства труб — это не одна машина, это
целыи комплекс оборудования, предназначенныи для производства
пластиковых труб различного диаметра и назначения. Рассмотрим, как
работает такои процесс и насколько он интересен в общем виде:
1. Готовим сырье
Материал размещается в зоне загрузки у линии . Далее, через вакуумныи
или шнековыи загрузчик (зависит от типа и вида материала) поступает в
бункер над линиеи . На каждои линии стоит специальная система
гравиметрического дозирования, которая регулярно калибруется и очень
точными дозами отмеряет материал для подачи его дальше. При этом
информация с этои системы поступает в общую систему управления
линиеи , координируя работу остальных агрегатов, незначительно
замедляя или ускоряя линию, для того, чтобы получить равномерныи
расход материала, высокую геометрическую точность и качество
продукции. При этом состав и рецепт для разных изделии может быть
весьма различен вплоть до 9 компонентов на одну экструзионную линию.
2. Плавим и смешиваем
Экструдер: Гранулы попадают в экструдер, где под деи ствием температуры
они расплавляются и перемешиваются. Экструдер состоит из
вращающегося шнека, которыи продвигает материал цилиндрическую
камеру.
Температурныи контроль: внутри цилиндра экструдера поддерживается
точная и постоянная температура для разных зон, что позволяет достигать
оптимальное состояние плавления пластика.
3. Запускаем процесс формирования
Экструзионная голова: Расплавленныи материал выходит из экструдера и
попадает в экструзионную голову. В зависимости от типа продукции и
количества слоев экструзионная голова формирует каждыи отдельныи
слои на свое место. Конструкция головки может варьироваться в
зависимости от типа трубы и ее диаметра. РОСТерм производит трубы
диаметром от 16 до 125 мм.
Охлаждение: После выхода из экструзионнои головы основная задача
постепенно и правильно охладить материал, не нарушив его геометрию.
Для этих целеи используются сначала вакуумные ванны и далее ванны
охлаждения. Так как температура, например, полипропилена на выходе
порядка 230-240°C и он еще очень пластичен в вакуумнои ванне при
отрицательном давлении происходит первичное охлаждение водои с
помощью форсунок и мелкодисперсного водяного тумана. И именно в
вакуумнои ванне происходит уже окончательное закрепление
геометрических размеров. Далее уже остывшая, но еще горячая труба
охлаждается уже в обычных ваннах орошения.
5. Нарезаем и упаковываем
Нарезка: После охлаждения труба проходит через систему резки, которая
нарезает ее на нужные длины. В зависимости от типа трубы и требовании ,
резка может быть автоматизированнои .
Упаковка: Нарезанные трубы упаковываются для транспортировки и
хранения. Пакетирование может включать в себя обмотку труб в рулоны
или упаковку в рукава.
6. Контролируем всегда качество
Контроль качества включает в себя несколько стадии.
Входнои контроль, где каждая партия материала испытывается на
соответствие нашим требованиям и паспорту материала.
Операционнои контроль при производстве операторами и раздельно
инспекторами ОКК на соответствие внешнего вида, геометрических
размеров согласно ГОСТ и внутренним стандартам.
Приемо-сдаточныи контроль инспекторами ОКК.
Выборочныи и аналогичныи предыдущему в зоне передачи
продукции.
Приемо-сдаточныи лабораторныи контроль с испытаниями
разрушающего контроля в полном соответствии с требованиям ГОСТ
и дополнительными испытаниями внутреннего регламента
предприятия.
Эта последовательность деи ствии позволяет компании РОСТерм
производить трубы с заданными характеристиками, которые могут
использоваться в различных областях инженерных систем.
Компания «РОСТерм» поступательно доказывает свою ведущую позицию
на рынке и наде жность: в 2023 году производство труб из сшитого
полиэтилена PE-Xa увеличено практически в два раза, по итогам 2024-го
запланирован тре хкратныи рост. Компания применяет самое
высокотехнологичное оборудование, добиваясь максимального качества
продукции.Сегодня 33 единицы оборудования РОСТерм выпускают более
100 млн метров трубы и 50 млн фитингов в год.
В сентябре 2024 года РОСТерм исполнится 19 лет, 10 лет из которых компания развивает собственное производство в Санкт – Петербурге. Сердцем бизнеса является производство труб и фитингов из полимерных материалов: PP-R/PP-RT/PE-Xa/PE-Xb/PVDF/PPSU/PE-RT. Аксиальная система PE-Xa РОСТерм – флагманский продукт компании. Кроме труб PE-Xa, РОСТерм продолжает наращивать производство полипропиленовой трубы и фитингов из современного материала PP-R, широко используемого в системах трубопроводов различных направлений.
Особенностью производства является выпуск трубы РОСТерм FRP из термостабилизированного полипропилена - PP-RCT, армированного стекловолокном - одного из современных решений для систем ГВС и отопления, а также производство фитингов c увеличенной толщиной стенки SDR 5.
В этой статье коснемся параметра SDR.
SDR (в переводе с английского стандартный размерный коэффициент) - это коэффициент, определяющий прочность трубы. Рассчитывается как отношение наружного диаметра трубы к толщине стенки трубы. Чем выше значение SDR, тем тоньше стенки у изделия, и наоборот, чем меньше индекс, тем толще стенки изделия.
Это касается и фитингов. То есть, чем ниже его значение, тем толще фитинг и, как следствие, прочнее.
Сегодня РОСТерм производит трубы в соответствии с самыми популярными SDR 6, SDR 7.4, SDR 11 (для холодной воды). Но также выпускают трубы SDR 9 - трубы РОСТерм FRP, которые идеальны для применения на системах холодоснабжения (кондиционирования).
Всем известно, что соединения во всех трубопроводных системах принято считать слабым местом. РОСТерм создает фитинги SDR 5 для обеспечения высококачественного и надежного соединения в системах водоснабжения и отопления, что является отличительной особенность производства.
Рассмотрим несколько ключевых причин, почему компания делает акцент именно на этой категории полипропиленовых фитингов:
Высокая прочность и устойчивость: фитинги SDR 5 разработаны с учетом требований к прочности и устойчивости к внешним воздействиям, что делает их идеальными для использования в условиях, где могут быть высокие нагрузки.
Данные фитинги успешно выдерживают предельные для полимеров параметры давления и температуры – более 14 бар при температуре 65 градусов, соответственно. Они могут использоваться на самых нагруженных участках системы ГВС многоэтажного строительства как альтернатива стальным и нержавеющим трубам.
Специализация на надежности: использование фитингов с определенной структурой и исключительно из первичного сырья позволяет обеспечить долгий срок службы трубопроводных систем, снижая вероятность утечек и других неисправностей.
Эффективность монтажа: разработка фитингов, которые легко устанавливаются и обеспечивают надежные соединения, упрощает процесс монтажа и сокращает время работ, что важно для профессиональных монтажников.
Соответствие стандартам: продукция РОСТерм, включая фитинги SDR 5, разрабатывается с учетом всех действующих норм и стандартов, что обеспечивает безопасность и качество использования.
Сегодня в общегражданском и специальном строительстве на это обращается дополнительное внимание, так как позволяет быть уверенным, что система смонтирована из максимально надежных элементов с повышенным запасом прочности и, как следствие, сроком службы.
Например, благодаря высокому качеству выпускаемой продукции сформировался устойчивый интерес к продукции РОСТерм у застройщиков жилья бизнес-класса.
Несколько примеров комплектации элитного жилья оборудованием РОСТерм:
В ЖК «Империал Клаб» ведущего застройщика SETL Group укомплектован системой труб PP-RCT и фитингами PP-R SDR 5 РОСТерм, а также аксиальной системой PE-Xa.
Красивейший ЖК «Лермонтовский 54» компании ПИК интегрировал в свою инженерную систему, полипропиленовые трубы и фитинги РОСТерм с более толстой стенкой SDR 5.
РОСТерм стал островком стабильности для партнеров, предлагая бесперебойные поставки, максимальную доступность продукции на складе и маркетинговую поддержку.
ТПА или термопластавтоматы – это сложные машины, предназначенные для переработки пластиковых гранул в готовый продукт. Они играют ключевую роль в индустрии производства пластиковых изделий и используются в самых различных отраслях, от автомобильной до упаковочной.
В истории развития производства РОСТерм ТПА играют одну из ключевых ролей. РОСТерм, как крупнейший производитель труб из полимерных материалов, благодаря термопластавтоматам, дает рынку широкий спектр возможностей для монтажа труб.
С их помощью создан широкий ассортимент качественных фитингов для монтажа полипропиленовых труб и труб из сшитого полиэтилена PE-Xa. Термополаставтоматы РОСТерм оснащены роботами, которые автоматически срезают литники в процессе производства, а также наносят лазерную маркировку на готовые изделия.
Основные составляющие ТПА:
1. Экструдер. В экструдере происходит расплавление материала и его подача в пресс-форму. Главное отличие ТПА от экструзионных линий, что материал подается в пресс-форму дозировано, с помощью специального узла впрыска.
2. Штампы или пресс-формы. В случае литья под давлением, расплавленный пластик вводится в форму (штамп), где он охлаждается и принимает окончательную форму изделия.
3. Система управления. Современные термопластавтоматы оснащены сложными системами управления, позволяющими точно регулировать температуру, давление и скорость процесса, что обеспечивает высокую точность и качество гнездовой продукции.
различные переферийные изделия из полимеров: фиксаторы, ключи, скобы, направляющие для теплого пола и других
Основные преимущества ТПА:
Высокая производительность.
Термопластавтоматы могут работать круглосуточно, обеспечивая массовое производство с высокой скоростью.
Экономия ресурсов. Современные машины предоставляют возможность оптимизации производственных процессов, что позволяет снижать затраты на сырье и электроэнергию.
Многообразие материалов. Они могут работать с различными видами пластика, что делает их универсальными.
Качество продукции. Система контроля позволяет достигать высокой точности и минимизировать брак.
15 термопластавтоматов на производстве РОСТерм, позволяют производить и поставлять на рынок более 400 видов различных фитингов. Мощности каждого >1 млн изделий в год.
Благодаря локализации производства в Санкт-Петербурге, весь ассортимент фитингов, распределительных коробок и других изделий РОСТерм всегда доступен для конечного потребителя.
Компания РОСТерм сегодня крупнейший производитель труб, фитингов для
водоснабжения, отопления и систем для прокладки кабеля, по праву является экспертом в переработке полимерных материалов.
При этом обслуживание высокотехнологичных 18 экструзионных линий и 15 термопластавтоматов осуществляется небольшим количеством сотрудников, накопивших уникальный опыт и профессиональные компетенции в области производства труб и в сфере технического обслуживания сложного оборудования.
Также необходимо отметить, что все компетенции сотрудниками завода приобретаются непосредственно на заводе РОСТерм при изучении технологических процессов. Навыки и знания передаются исключительно от мастера к ученику.
На данный момент ни в одном ВУЗе, колледже, техникуме нет курсов и практического обучения по работе на инновационном оборудовании завода.
Как бы ни автоматизировали работу производства, люди, которые контролируют процесс и чинят станки на производстве, будут нужны всегда.
Сегодня в период интенсивного развития производства и запуска нового оборудования заводу РОСТерм не хватает молодых специалистов, которые придут на смену опытным мастерам.
Уже несколько лет РОСТерм сотрудничает с профессиональными колледжами в поиске
молодежи, которая готова свои технические знания перевести в современную реальную профессию и реализовать в будущем свою мечту в карьерных амбициях.
Какие же интересные профессии и возможности есть сегодня на заводе РОСТерм?
Операторы экструзионной линии и наладчики термопластавтоматов в будущем становятся начальниками цехов и уже сами организуют работу и руководство цехами, осуществляют техническое руководство подготовкой производства для запуска изделий, организуют работы по наладке, настройке, установке, замене пресс-форм на ТПА.
Отвечают за запуск экструзионного оборудования, занимаются организацией
технологического процесса изготовления и пусконаладочными работами. Проводят
обучение персонала, вводят производственную и технологическую отчетность. Технологи завода занимаются технологическим сопровождением производства изделий
методом литья под давлением и экструзии пластиковой продукции, составляют и ведут технологическую документацию, производят расчет необходимых материалов для производства. Занимаются проработкой рецептур и компонентов, составляют
экспериментальные программы по возможному совершенствованию процесса выпуска продукции. Инженеры по наладке и испытаниям производственного оборудования организуют и
выполняет работу по наладке и испытаниям всех видов оборудования в соответствии с
методическими, нормативными материалами. Электромеханики выполняют работы, необходимых для бесперебойного функционирования технологического инженерного оборудования. Слесари и электромонтеры вполную реализуют свои навыки на всех участках заводского комплекса.
Люди на своих местах – это всегда огромная ценность для любого производства, и РОСТерм создает условия, чтобы таких людей было как можно больше.
Ведь рабочие специальности - это круто! Именно они внедряют и управляют новыми
технологиями, производя товары для людей и их нового качества их жизни.
О принципах бережливого производства на заводе РОСТерм рассказывает
генеральный директор – Багаев Иван Владимирович.
Бережливое производство - концепция, направленная сразу на две взаимосвязанные цели: с одной стороны, оно предполагает максимальную эффективность при использовании ресурсов, с другой - минимальную степень воздействия на окружающую среду. Это производственная система, направленная на эффективность процессов, минимизацию потерь, устранение лишних действий, которые не несут ценности потребителю, а также огромные изменения в системе мышления всех сотрудников компании. И один из самых главных принципов бережливого производства - это старт реализации непрерывного самоулучшения.
Основные сложности заключаются в сформировавшихся стереотипах команды. Все мы подсознательно сопротивляемся изменениям. Наш опыт показывает, что
внедрение проходит эффективней, когда есть выделенный проект-менеджер, который
в режиме реального времени фиксирует текущие процессы, разрабатывает
возможные варианты оптимизации процессов и живым примером показывает реальную оптимизацию. И, когда внедренец показывает реальный результат, который
существенно экономит время и ресурсы, то и команда начинает относиться к внедрению с большим пониманием, начиная видеть в этом выгоду персонально для
себя. После реализации нескольких внедрений у команды появляется кураж и каждый пытается внедрить свои улучшения, получая удовлетворение от результата и
соответствующие финансовые поощрения. Получается своего рода соревнование.
И второе, самое даже важное - обязательное лидерство высшего руководства компании. Ведь главная задача топ-менеджмента – создать исполнителю комфортные и продуктивные условия работы. Только это позволит получить ожидаемый результат на выходе процесса.
Наш опыт
В начале пути мы должны научиться видеть проблемы. “Все все знают, всегда так
было, ничего не поменяется!” Наши главные враги - в умах и головах. И иногда надо задавать себе глупые вопросы: “А почему мы делаем так, а не иначе?”.
Как это работает
В начале проекта внедрения мы начинаем проводить производственный анализ и
фиксировать текущие результаты деятельности. И для этого мы можем выбрать самые болезненные и сложные участки. И все это мы разбираем по винтику.
Пример
Сколько секунд оператор тратит на поиск инструмента? Шкаф с инструментом стоит в
конце линии. А там беспорядок еще к тому же. Допустим, при запуске линии на поиск
инструмента тратится 5 минут. А сколько раз в день оператор запускает линию? А
сколько линий? А сколько набегает в день? А сколько в год?
Посчитаем для примера:
5 минут * 5 запусков в день * 5 линий * 300 дней = 37 500 минут или 625 часов.
А достаточно лишь переставить шкаф близко к рабочему месту и разложить все по местам. Для этого используется система 5С и ее основной принцип - 30 секунд на поиск необходимого (0,5*5*5*300=62 часа). При этом, уверяю, операторы будут долго сопротивляться и говорить, что им и так было удобно!
Еще пример
Рабочий персонал перемещается по рабочим зонам. А если постараться это
зафиксировать? И нарисовать так называемую “диаграмму спагетти”, где вы будете рисовать маршрут движения оператора. И вы безмерно удивитесь, когда поймете, что двигается он иррационально, например потому, что на его пути стоит стеллаж,
который он обходит, тратя какие-то жалкие минуты. Но мы выше мы уже считали
минуты, верно? А может вообще ходить никуда не нужно? И тогда проще переставить оборудование. Есть компании, которые переставляют оборудование несколько раз в год, каждый раз “находя новые секунды“.
И все это должно обязательно отслеживаться. Создаются инфоцентры, куда каждый день мы заносим данные. И тогда получается магия. Вы начинаете видеть не только потери в рублях. Это видит вся команда. И тут как раз начинается тот самый процесс непрерывных улучшений.
И вы сразу начинаете видеть динамику изменений. Если их нет, то выбранное
решение неверно, пробуем следующее.
Инструментов - бесконечная масса, и некоторые из них придуманы еще в Советском Союзе. Мы просто все забыли: быстрые переналадки, автономное обслуживание, встроенное качество, мозговые штурмы 5W2H, картирование, инструменты стандартизированной работы.
А есть еще теория ограничений Голдратта, с помощью которой вы просто не сможете
остановиться. Находите самую длинную операцию на одном из рабочих центров, из-за которой простаивают другие участки и изменяете ее. И, о чудо, вы ускорились в одном месте, но тормозить начинает другое. И так без конца!
Сырье, ассортимент и экономия
Но и это еще не все. Вот что еще мы делаем на нашем предприятии в рамках
бережливого производства.
- Экономия ресурсов и сырья
1. Электроэнергия. У нас интегрированы новые производственные линии (две из них - в апреле текущего года). Эти новые линии дают нам возможность снизить
потребление электроэнергии.
2. Газ. Мы повторно используем тепло, которое образуется в процессе производства. Благодаря этому мы сокращаем потребление газа на 35%.
3. Вода. На производстве мы используем только системы подачи воды с обратным
потоком, и это позволяет нам сократить потребление.
4. Сырье. Также у нас установлены современные системы дозирования сырья,
которые помогают нам сокращать его расход на 5%.
5. Конвейерные линии сборки позволили сократить время сборки до 35%
6. Работа с возвратным браком привела к экономии 15% на потерях этого брака.
7. Созданные правила очередности смены диаметров и переходов на другой вид
продукции привела к экономии в год одного месяца работы целого завода.
- Вторичная переработка
Помимо сокращения расхода сырья, мы в целом держим курс на его бережливое
использование.
Например, все трубы и фитинги, то есть наш основной ассортимент, мы производим
только из первичного сырья.
Но мы также изготавливаем и периферийные изделия: ключ для крана Маевского,
ключи для фильтров и заглушек, фиксаторы поворотов трубы. Эти изделия не имеют
технических параметров производства, то есть для них не важно ни давление, ни
температурный режим. И поэтому мы производим их из вторично переработанного сырья.
При производстве фитингов из полимерных материалов у нас остаются литники, и мы
всегда отправляем их на вторичную переработку. Именно это переработанное сырье впоследствии становится материалом для изготовления периферийных изделий.
Таким образом, на нашем производстве реализован цикл переработки сырья,
позволяющий существенно снизить количество отходов.
- Нестандартные позиции в ассортименте
Как правило, большинство российских застройщиков при прокладке внутридомовых
систем использует трубы длиной 4 метра. Но это не всегда удобно, если речь идет о современных домах с нестандартным межэтажным расстоянием. Если сооружать в
них системы из 4-метровых труб, остается значительное количество обрезков. Обычно
их просто выбрасывают.
Поэтому, согласно пожеланию наших партнеров-застройщиков, мы ввели в
ассортимент трубы нестандартной длины. Это решение позволило на 25% сократить
количество обрезков при монтаже квартирных стояков.
При взаимодействии с главными застройщиками Санкт-Петербурга и Москвы мы практикуем индивидуальный подход и делаем нарезки труб, необходимые для
конкретных объектов.
Использование таких нестандартных труб не только увеличивает надежность системы, но и вносит вклад в защиту окружающей среды, так как мы минимизируем количество строительных отходов.
Внедрение принципов бережливого производства помогает нам экономить ресурсы, в
том числе важнейшие из них - человеческий труд и время, а также непрерывно расти и развиваться.
«РОСТерм» – это не просто крупнейший поставщик полимерных труб в СЗФО.
Сегодня это единственный завод в России, который производит полную аксиальную
систему PE-Xa: трубы и фитинги PPSU/PVDF для систем отопления и водоснабжения на
одной площадке.
Также, завод РОСТерм выпускает трубы и фитинги из полипропилена PP-R, термостабилизированного полипропилена PP-RCT, сшитого полиэтилена PE-Xb,
термостойкого полиэтилена PE-RT, гофрированные трубы, и прочие фасонные элементы и комплектующие.
На предприятии действует аттестованная лаборатория, оснащенная новейшим
оборудованием для проведения всех необходимых испытаний исходного сырья и готовой
продукции. Широкий ассортимент и наличие складской программы позволяет оперативно
закрывать любую потребность строительных и монтажных организаций в трубах и
фитингах в течение 2-3 дней.
РОСТерм первым три года назад начал предлагать полипропиленовые трубы в размер заказчика (3- или 6-метровой длины), что позволяет экономить на фитингах и отходах до 25%, а первые этажи коммерческих помещений монтировать без соединений. Теперь монтажники не выбрасывают обрезки труб, а оптимизируют затраты и не засоряют окружающую среду.
Отдельно следует обратить внимание на изделия из термостабилизированного
полипропилена с увеличенной толщиной стенки SDR5 и SDR6, которые успешно
выдерживают предельные для полимеров параметры давления и температуры – более 14 бар при температуре 65 градусов, соответственно. Они могут использоваться на самых нагруженных участках системы ГВС многоэтажного строительства, как альтернатива стальным и нержавеющим трубам.
Еще до введения обязательной сертификации, РОСТерм взял за основу ГОСТ, как минимальную планку при производстве труб и фитингов, но ввел более жесткие
требования к качеству продукции. Например, стандарт допускает использование вторичного сырья, а предприятие использует только «первичку». Отходы производства, которые образуются, к примеру, при переналадке линий, идут на выпуск фиксаторов, ключей, скоб, направляющих для теплого пола и других переферийных изделий. И как писали выше, РОСТерм производит фитинги с увеличенной толщиной стенки, хотя ГОСТ
указывает, что она должна соответствовать толщине стенки трубы. Тем самым, мы закладываем дополнительный запас прочности.
Благодаря высокому качеству выпускаемой продукции, сформировался устойчивый
интерес к продукции РОСТерм у застройщиков жилья бизнес-класса.
Несколько примеров комплектации элитного жилья оборудованием РОСТерм:
Жилой комплекс компании Глоракс - ЖК Голден Сити (9 очередь) укомплектован
коллекторными узлами РОСТерм и трубами PE-Xa.
ЖК Империал Клаб компании SETL Group получил на объект трубы PP-RCT РОСТерм и
PE-Xa.
Красивейший ЖК Лермонтовский, 54 компании ПИК интегрирует в свою инженерную систему трубы из сшитого полиэтилена PE-Xa, полипропиленовые и чугунные трубы
компании РОСТерм. Система холодоснабжения получит коллекторные узлы из нержавеющей стали РОСТерм.
Система отопления ЖК Черная речка, 41 от LEGENDA включает в себя трубы РОСТерм
PE-Xa.
Мы видим, что система РОСТерм PE-Xa успешно применяется не только при массовом строительстве, но и нашла почетное место на объектах элитного жилищного строительства России, благодаря высокому качеству, повышенному запасу прочности,
простоте и удобству монтажа.
РОСТерм продолжает следовать курсу страны на импортозамещение, обеспечивая
потребности строителей и профессионалов для реализации проектов в области
внутренних инженерных систем. Сегодня РОСТерм стал островком стабильности для
партнеров, предлагая бесперебойные поставки, максимальную доступность продукции на
складе и маркетинговую поддержку.
Немного истории
В свое время необходимость использования полиэтилена при более высоких температурах и давлении (для систем отопления и горячего водоснабжения) привела к разработке способов получения полиэтилена с большим молекулярным весом. Это было достигнуто с помощью образования дополнительных поперечных связей полимера под высоким давлением. Этот процесс получил название СШИВКА, а полиэтилен, полученный таким способом — СШИТЫЙ ПОЛИЭТИЛЕН (или РЕ-Х).
Как мы знаем, трубопроводы из сшитого полиэтилена PE-Xa эксплуатируются в Европе уже более 40 лет, а многие мировые производители для производства труб больших диаметров для теплосетей выпускают трубы только из пероксидно-сшитого полиэтилена (PE-Xa).
Какие же особенности сшитого полиэтилена и сфера его практического использования?
Сшитый полиэтилен (в отличие от полиэтилена низкого давления PE) может быть
использован в системах отопления и водоснабжения при температуре выше 40°C
Сшивка позволяет материалу выдерживать температуры вплоть до 100°C в аварийных режимах и до 80°C на протяжении заявленного срока эксплуатации.
Сшитый полиэтилен очень гибкий, поэтому удобен при монтаже. Он способен принимать форму, что позволяет легко устанавливать трубопроводы в труднодоступных местах.
PE-Xa РОСТерм обладает молекулярной памятью. Это свойство позволяет осуществлять
монтаж, без применения фитингов на длинных и извилистых участках, и увеличивает
общую надежность прокладываемой трассы. В случаях, когда при монтаже происходит
заломы трубы ее достаточно разогреть феном, чтобы труба приняла изначальную форму без изменения физико-химических свойств материала.
К достоинствам трубы PE-Xa РОСТерм также стоит отнести следующее:
отсутствие риска возникновения коррозии;
легкий вес, что делает транспортировку максимально удобной;
высокую износостойкость;
исключительную долговечность при практической эксплуатации.
Все это и делает их идеальным выбором для установки в различных помещениях.
Для соединения трубы используются аксиальные фитинги и фитинги с обжимным кольцом.
В результате соединение получается герметичным и возможным для использования в
стяжке и монолите.
Сегодня РОСТерм является единственным российским производителем аксиальной
системы PE-Xa, где трубы PE-Xa и фитинги PPSU/PVDF для систем отопления производятся на одной площадке. РОСТерм производит две линейки фитингов аксиальные и обжимные фитинги Лайт.
Фитинги для PE-Xa
PPSU-фитинги РОСТерм изготавливаются из специального полимера – полифенилсульфона (PPSU), а гильзы из PVDF. Соединения из PPSU и PVDF отличаются высокой ударной прочностью, устойчивостью к высоким температурам (до +170 С) и воздействию
агрессивной среды. Поэтому фитинги PPSU/PVDF РОСТерм стали одной из альтернатив
латунным фитингам. Так как монтаж фитингов и гильз обеспечивает надежное герметичное соединение, это дает возможность их использования в монолите и стяжке.
Чтобы получить более подробную информацию о трубе PE-Xa пишите/звоните и мы расскажем подробнее.
РОСТерм продолжает развитие направления по производству и сборке коллекторных узлов для отопления и водоснабжения.
Повсеместное распространение горизонтальных систем отопления и водоснабжения в высокоэтажном строительстве способствует ежегодному росту продаж коллекторных узлов.
Также горизонтальные системы всё чаще встречаются в строительстве гос. учреждений, таких как
детские сады, школы, досуговые центры для молодежи и т.д., так у горизонтальных коллекторных систем есть очевидные плюсы не только при монтаже, но и при эксплуатации.
Такие системы являются более энергоэффективными в сравнении с устаревшими классическими стояковыми системами. Также, все чаще новые здания возводятся с уникальными этажами с нестандарными решениями и уникальными схемами коллекторных узлов. Обеспечение
правильных температурных режимов в этих помещениях требует создания сложных
индивидуальных проектов коллекторных систем отопления.
В них используется широкая номенклатура оборудования.
Сегодня в компании РОСТерм сформирована команда специалистов, которая благодаря высокому профессионализму проектного отдела и мощностям производства может подобрать и произвести любые конфигурации коллекторных узлов.
Одним из конкурентных преимуществ как производителя коллекторных узлов в сборе является то, что РОСТерм делает узлы любой конфигурации, предусмотренной проектом. Используются диаметры гребенок от 20 мм до 65 мм, количество выходов может быть от 1 до 14 и более, из нержавеющей стали или углеродистой с порошковой окраской, различные фланцевые
присоединения и фланцевая арматура, ручные балансировочные клапаны или автоматические регуляторы расхода на каждый выход в зависимости от системы.
Каждый коллекторный узел на производстве собирается индивидуально из гребенок собственного производства и оборудования HEIZEN. Готовое оборудование проходит проверку на герметичность и проверку ОТК, и поставляется на строительные площадки уже в сборе, что позволяет при возведении объектов сэкономить время строителей.
Сегодня проектный отдел РОСТерм принимает участие в разработке уникальных проектов с ведущими застройщиками страны, подбирая оптимальное оборудование, просчитывая гидравлику для корректной и устойчивой работы основного оборудования, отчерчивает новые узлы и схемы.
В 2023 году было установлено новое оборудование для производства гребенок для коллекторных узлов собственной сборки, которое позволяет закрывать все потребности партнеров РОСТерм при работе над проектами строительства зданий.
Таким образом, компания РОСТерм расширяет свое предложение в области внутренних
инженерных систем для своих партнеров и продолжает наращивать темпы обеспечения объектов жилого строительства и городской инфраструктуры РФ современной продукцией не только трубами PE-XA из сшитого полиэтилена, но и коллекторными системами.
Базовые же решения коллекторных групп для рынка профессионалов будут представлены в сетях Леруа Мерлен под брендом VAXT.
Последние 10 лет в стране уверенно растет доля домов с энергоэффективными горизонтальными системами отопления. Оптимальным материалом для строительства таких систем являются трубы из сшитого полиэтилена PE-Xa. Они гибкие, а, значит, удобные для монтажа, обладают эффектом
молекулярной памяти, не имеют металла в своем составе, что исключает вероятность разрушения трубы из-за различий в линейном расширении разных ее слоев. Популярность труб обусловлена прочностью, долговечностью, низким весом и простотой установки. Это позволило значительно
потеснить металлопластиковые трубы с рынка.
В последние десятилетия, благодаря известным западным брендам, монтажники стали использовать два способа монтажа трубы PE-Xa: монтаж с помощью аксиальных фитингов и фитингов для монтажа способом quick&easy (cистема «ЛАЙТ»).
Напомним, что монтаж с помощью аксиальных фитингов происходит в несколько этапов: первый – одевание гильзы на трубу, второй – расширение трубы, потом одевание трубы на штуцер фитинга и натягивание гильзы на соединение. И соединение готово к вводу в эксплуатацию.
Для монтажа с помощью системы «ЛАЙТ» шагов будет меньше. Для этого необходимо кольцо
надеть на трубу, расширить кольцо и трубу, и вставить их на штуцер фитинга. Для ввода
соединения в эксплуатацию требуется время, чтобы кольцо естественным процессом линейного
сжатия обжало соединение для герметизации. Процесс монтажа трубы PЕ-Xa c фитингами «ЛАЙТ»
немного быстрее и проще, чем монтаж при помощи аксиальных фитингов. Однако есть и
особенности, которые следует учитывать. Например, ввиду того, что при монтаже трубы РЕ-Ха с помощью фитингов «ЛАЙТ» соединение происходит только за счет молекулярной памяти трубы и кольца, то при низких температурах это происходит дольше. Что ведет к большему контролю
качества соединений со стороны монтажника. Поэтому такого рода соединения получили особое распространение в южных регионах страны.
Сегодня РОСТерм, являясь крупнейшим производителем трубы PE-Xa в России*, предлагает рынку фитинги для двух способов монтажа: аксиальные фитинги из полимерных материалов (PPSU и
PVDF) и латуни, а также фитинги «ЛАЙТ» с обжимным кольцом PE, а также латунь «ЛАЙТ» для монтажа quick&easy, тем самым закрывая предпочтения в монтаже трубы PE-Xa для всех монтажников страны. Линейка аксиальных фитингов, представлена от 16 до D63 мм.
Следуя запросу строительного рынка, который создает много бюджетного жилья на территории России, завод «РОСТерм» в начале 2024 года начал производство системы фитингов «ЛАЙТ»: фитинги PPSU «ЛАЙТ», монтажные кольца и латунные фитинги «ЛАЙТ». Ассортимент фитингов
«ЛАЙТ» до D32 мм.
Два инструмента «РОСТерм» для работы с каждой линейкой фитингов обеспечат качественный
монтаж.
В начале 2024 года на 10 тыс. кв м завода «РОСТерм» работают уже 33 единицы современного высокотехнологичного оборудования, которые позволяют выпускать около 95 млн метров и 50 млн фитингов в год. Компания продолжает следовать курсу правительства по импортозамещению.
* По данным исследования «Литвинчук Маркетинг», Ростерм на начало 2023 года занимал первое место среди
российских производителей трубы PE-Xa.
В современное время труба PE-Xa заняла почетное место среди профессионалов рынка внутренних инженерных систем. Ее проектируют в объекты высотного строительства, с ней работают строители, данный материал любят профессиональный рынок: монтажники и сантехники.
Трубы обладают устойчивостью к высоким температурам и давлению, имеют высокую эластичностью к высоким температурам и давлению, имеют высокую эластичность. Устойчивы к износу, коррозии и отложениям.
Производство PE-Xa
Сшитый полиэтилен — это производная отполиэтилена, вхимическую структуру которого включается активный элемент, усиливающий конечные свойства трубы по температуре и давлению. Сам химический элемент и способы его катализации и определяют методы сшивки: PE-Xа — пероксидный, PE-Xb — силановый, PE-Xc — радиационный.
В процессе экструзии изначально сформированной массы с добавлением пероксида под воздействием температуры как катализатора происходит изменение химической структуры полиэтилена с образованием дополнительных связей между основными молекулами — C=C. Именно эти дополнительные связи и называются «сшивка».
В методе PE-Xа эти связи линейные, что проявляется бóльшим «эффектом памяти» изделия относительно других методов сшивки.
На заводе компании Ростерм применяются две технологии производства труб из сшитого полиэтилена PE-Xa:
эталонная технология производства пероксидной сшивкой (методом Энгеля)
новая технология, имеющая название Fast PE-X или «сшивка при помощи инфракрасной
печи»
Разница технологий состоит в способе достижения связей и, что самое главное, в скорости производства трубы PE-Xa.
Самой первой технологией сшитого полиэтилена PE-Xa стал метод шведского химика Томаса Энгеля. Секрет Энгеля заключался в применении высокого давления и температуры с участием пероксидного катализатора. В 1967 году профессор запатентовал своё изобретение, которое впоследствии назвали «метод Энгеля» или «процесс Энгеля».
При использовании данного процесса труба выходит уже сшитой с заданным процентом сшивки (в пределах 60–80%). Скорость процесса невысокая — 3 м в минуту (на двух лучах) — из-за того, что сшивка происходит за счёт давления, температуры и резкого сжатия, другими словами, через ударное воздействие.
В случае Fast PE-X идёт непрерывная работа на высоких скоростях. Эта технология подразумевает сшивку трубы, вышедшей из экструдера, в инфракрасной печи на высоких скоростях. Линия РОСТерм оснащена уникальными технологиями для непрерывного контроля геометрии и степени сшивки трубы.
Линия Fast PE-X выдаёт до 20 м в минуту трубы PE-Xa 16 мм.
За прошедшие годы трубы PE-Xа, производимые компанией «РОСТерм», доказали свою эффективность и стали очень популярны на рынке. Завод уже обеспечил своими трубами PE- Xа не одну сотню крупных жилых комплексов класса «комфорт», «бизнес» и «элит», построенных в Москве, Санкт-Петербурге и в других городах и регионах страны. Среди постоянных потребителей — крупные девелоперы, такие как ГК «ПИК», SETL Group, ГК «Самолёт», Группа «Эталон», «Донстрой», Capital Group, Группа ЛСР, «Фонд Реновации», AEON, TEKTA Group и др.
Трубы PE-Xа — гибкие и прочные, они идеально подходят для внутренних систем горячего, холодного водоснабжения и отопления. Их отличает стойкость к морозу, перепадам температур, высокому давлению, устойчивость к коррозии и ржавчине, образованию отложений. Для этих труб завод «РОСТерм» производит широкий ассортимент фитингов PPSU и гильз PVDF.
За счёт эластичности труб PE-Xа, позволяющих создавать сложные повороты и изгибы трубопровода, можно смонтировать скрытую систему водоснабжения или отопления с минимальными затратами времени и соединений. Важным достоинством труб PE-Xа является значительный срок службы — 50 лет. Наружная поверхность изделий покрыта защитным кислородным барьером EVOH, который ограждает систему от диффузии кислорода в теплоноситель, тем самым повышая износостойкость и долговечность отдельных частей системы.
В ногу со временем
Сегодня «РОСТерм» обладает современным оборудованием и большим опытом проведения лабораторных испытаний, что даёт возможность поставлять на стройки РФ качественный
и проверенный продукт.
Последние годы основным фокусом завода «РОСТерм» является наращивание мощностей по выпуску трубы PE-Xa. Предприятие изначально сделало ставку на высокую технологическую оснащённость производства и собственной лаборатории, так как пероксидная технология требует самого строгого соблюдения всех параметров процесса.
Сегодня речь пойдет о видах испытаний труб PE-Xa РОСТерм.
Трубы из сшитого полиэтилена PE-Xa выпускаются согласно ГОСТ 32415-2013 и ГОСТ 53630- 2015. Стандарты ГОСТ регламентируют четкий перечень проводимых испытаний в лаборатории и требования к данному виду труб.
В принципе, все испытания делятся на несколько видов:
приемо-сдаточные испытания - при приемке партии труб службой качества
периодические - для контроля стабильности качества продукции и возможности продолжения ее выпуска
приемочные - при приемке изделий, изготовленных впервые
типовые - при переходе на новые марки материала или смене поставщика материала,
а также изменениях в рецептуре, при расширении ассортимента и номенклатуры
производимых труб и фитингов или при изменении их конструкции
инспекционные - испытания, проводимые в выборочном порядке с целью контроля
стабильности качества продукции специально уполномоченными организациями
Разница заключается в программах испытаний и их длительности.
Лаборатория РОСТерм осуществляет все виды данных испытаний. Например, проверка «стойкости к внутреннему давлению» может испытываться 22 часа (для приемо-сдаточных) или 1000 ч для периодических и приемочных. При этом также, некоторые испытания проводятся на каждой партии труб, некоторые проводятся раз в 6 месяцев.
Кроме оценки качества внешнего вида и основных параметров, проводимых непосредственно на линии, мы также используем разрушающие методы контроля качества в лабораторных условиях, что позволяет нам не только контролировать и регулировать технологический процесс в моменте, но и исследовать отдельные выборочные участки партии и/или отдельные технологические изменения и проводить статистический анализ для будущих улучшений.
Здесь мы коснемся основных видов испытаний, которые проводятся для каждой партии трубы.
Основной перечень проводимых испытаний (каждое из этих испытаний строго регламентировано действующими стандартами):
Размеры и геометрия трубы, проверка целостности и внешнего вида, считываемость и правильность маркировки.
Контроль осуществляется операторами на линии, контроллерами ОТК и отдельно инженерами-лаборантами. При этом, используются разные образцы, что позволяет расширить выборку.
Стойкость к внутреннему давлению по методу «вода-в-воде».
Сущность метода состоит в том, что образцы труб подвергают действию высокого и постоянного внутреннего давления в течение заданного промежутка времени при температуре 95°С. Простыми словами, лаборатория Ростерм проверяет сможет ли труба выдержать эксплуатацию в течение 50 лет (согласно стандарту) в укороченный срок, увеличивая при этом давление и температуру.
Изменение длины трубы после прогрева до 120 градусов.
Отрезок трубы выдерживается в воздушной среде заданный период времени при заданной температуре. На поверхности отрезка трубы наносятся метки, расстояние между которыми измеряется при одинаковых условиях до и после выдерживания его в воздушной среде. Изменение длины трубы после прогрева выражается в процентном отношении изменения длины к первоначальному значению длины.
Определение степени сшивки.
Один из важнейших показателей для труб из сшитого полиэтилена. По сути - это количество связанных между собой молекул полиэтилена мостиками сшивки С=С (углерод-углерод). В случае сшитых полиэтиленов именно это свойство материала и труб отвечает и за память формы и за возможность выдерживать высокие эксплуатационные нагрузки (температуру и давление). Принцип проведения данного теста хоть и длителен по времени, но весьма прост. Воздействие определенных химических реагентов разрушает (растворяет весь несшитый полиэтилен), а молекулы, обладающие связями, сохранятся. И при сравнении массы остатка с изначальной массой (до воздействия) мы определяем процент «сшитых» молекул.
Относительное удлинение при разрыве.
Сначала осуществляется вырубка специальной лопатке на прессе. Далее образец устанавливается на растяжную машину и постепенно растягивается. Материал должен соответствовать минимальному значению в 350% (то есть под воздействием нагрузки лопатка должна удлиниться в 3,5 раза). Но чаще всего она даже не рвется.
Это основные виды испытаний, при этом испытания проводится на поверенном лабораторном оборудовании.
Среди дополнительных методов тестирования, не указанных в ГОСТ, согласно собственным разработкам, в лаборатории Рострем проверяют:
Качество адгезии барьерного слоя EVOH
Образец трубы нагревается до определенных температур и в случае отсутствия вздутий поверхности мы можем быть уверены, что EVOH не вздуется и не разрушится.
Совместимость с различными фитингами.
Здесь проверка проста, фитинги должны монтироваться на трубу без каких-либо
усилий.
Тест на экспандирование
Также мы проверяем совместимость различного инструмента для монтажа. Для этого мы используем экспандеры, аналогичные применяемым на рынке. После экспандирования на трубе не должно быть трещин и повреждений, ни основного слоя из сшитого полиэтилена, ни барьерного.
Сегодня РОСТерм обладает современным оборудованием и большим опытом проведения лабораторных испытаний, что дает возможность поставлять на стройку России и конечным потребителям качественное поверенное оборудование.
Коллекторные узлы и квартирные станции РОСТерм для систем отопления и водоснабжения применяются для распределения потока и организации учета расхода тепловой энергии и воды. Изделия устанавливаются в многоэтажных и индивидуальных жилых домах, административных, общественных и производственных зданиях и сооружениях. Коллекторные узлы и квартирные станции РОСТерм выполняют функции балансировки систем отопления, регулировки давления в системах водоснабжения, учета расхода тепловой энергии и воды, фильтрации теплоносителя и воды; автоматического
удаления воздуха в системе отопления.
Обеспечение правильных температурных режимов в этих помещениях требует создания сложных индивидуальных проектов коллекторных систем отопления.
Завод РОСТерм по производству и сборке коллекторных узлов для отопления и водоснабжения создает готовые изделия, которые учитывают архитектурные особенности зданий, параметры систем отопления и водоснабжения, нюансы учета ресурсов и прочие аспекты каждого конкретного проекта.Команда специалистов компании и мощности производства, позволяют подобрать и произвести любые конфигурации коллекторных узлов.
Контроль качества осуществляется на всех этапах производства: от исходного сырья до коллекторного узла.
Гофрированная труба РОСТерм ПНД применяется для прокладки металлополимерных труб и труб из сшитого полиэтилена через различные строительные конструкции, используется в бетонной стяжке теплого пола.
Основная цель – защита магистрали от воздействия агрессивной среды на стенки труб. Это может быть сырость, грязь, и другие неблагоприятные условия, которые могут повредить водопровод. Стенки гофрированной трубы имеют дополнительное ребро жесткости. Таким образом, они могут служить в качестве компенсатора поперечного расширения при термических перепадах.
Гофрированные трубы (кожухи) РОСТерм не предназначены для создания независимой коммуникации, то есть не могут быть использоваться для автономной подачи воды.
Они должны использоваться исключительно в качестве дополнительного защитного материала к основной магистрали.
Данное оборудование позволяет производить замену труб без разборки монолитных конструкций (при соответствующем диаметре кожуха)
Гофрированные трубы (кожухи) РОСТерм не предназначены для создания независимой коммуникации, то есть не могут быть использоваться для автономной подачи воды.
Они должны использоваться исключительно в качестве дополнительного защитного материала к основной магистрали.
Кожухи выполнены на современном оборудовании завода РОСТерм из полиэтилена низкого давления ПНД, окрашенного в красный или синий цвет, – для лучшего распознавания трубопроводов различного назначения.
Так, например, труба окрашенная в красный цвет может быть использована для уменьшения теплопотерь в отопительном контуре. Синяя - для формирования защитного покрытия систем холодного водоснабжения.
Гофрированные трубы рассчитаны на эксплуатацию в интервале - в интервале рабочих температур от -15°С до +60°С.
Собственная аккредитованная лаборатория РОСТерм обеспечивает высокое качество и своевременность испытаний труб.
Труба D 25 мм применяется для труб D16 мм. Труба D 32 мм применяется для труб D20 мм.
Сшитый полиэтилен - это производная от полиэтилена. В химическую структуру полиэтилена включается активный элемент, который усиливает конечные свойства трубы по температуре и давлению. Сам химический элемент и способы его катализации и определяют методы сшивки:
PE-Xа- пероксидный
PE-Xb - силановый
PE-Xc - радиационный
Красиво производить — это большое искусство, требующее своевременного технического обслуживания оборудования, качественного сырья и высокой дисциплины соблюдения технологических карт и процессов, а также большой слаженной работы команды.
Начиная с 2014 года, компания РОСТерм развивает производство по переработке полимерных материалов: PE-Xa/ PE-Xb/ PE-RT/ PVDF/ PPSU /PP-R /PP-RT/PVC, уделяя большое внимание сшитому полиэтилену.
Производство PE-Xb
Готовая труба PE-Xb получается в процессе экструзии готового сырья с присадкой из силана и добавлением катализатора. Под воздействием температуры в готовой трубе происходит образование свободных радикалов молекулы со свободной связью. Свободные радикалы кремния замещают у атомов полиэтилена атомы водорода, что приводит к образованию дополнительной связи между атомами через атомы кремния. В итоге мы получаем связь C- Si-C в объёмной плоскости. Количество таких связей и обозначает процент сшивки.
Данный метод производства несколько проще, чем метод А. Всегда есть возможность увеличить процент сшивки готового изделия, чего невозможно сделать с готовым изделием, произведённым методом А.
В методе B эти связи объемные, что проявляется меньшим эффектом памяти относительно других методов сшивки, но готовая труба PE-Xb выдерживает более агрессивные температуры и давления эксплуатации.
Сегодня география распространения трубы РОСТерм PE-Xb в системах питьевого и хозяйственно-питьевого назначения, горячего водоснабжения, водяного отопления, системах водяных теплых полов и стен, почвенного подогрева расширилась на всю Россию от Владивостока до Калининграда.
Производство PE-Xа
В процессе экструзии, изначально сформированной массы с добавлением пероксида под воздействием температуры как катализатора, происходит изменение химической структуры полиэтилена с образованием дополнительных связей между основными молекулами - C=C.
Именно эти дополнительные связи и называются сшивка. В методе А эти связи линейные, что проявляется большим эффектом памяти относительно других методов сшивки.
Данный метод производства — это очень ювелирная работа, требующая высокого уровня экспертизы производства и высшей квалификации команды. Здесь ошибки не прощаются и исправить их нельзя, любая ошибка приводит к образованию брака, не подлежащего переработке. Именно поэтому трубы, произведённые таким способом, стоят дороже.
Компания РОСТерм дает выбор клиентам и производит сшитый полиэтилен двумя способами: PE-Xа и PE-Xb.
Сегодня завод РОСТерм является единственным российским производителем аксиальной системы PE-Xa, где трубы PE-Xa и фитинги PPSU/PVDF для систем отопления производятся на одной площадке.
PPSU-фитинги РОСТерм изготавливаются из специального полимера – полифенилсульфона (PPSU), а гильзы из PVDF. Соединения из PPSU и PVDF отличаются высокой̆ ударной̆ прочностью, устойчивостью к высоким температурам (до +170о С) и воздействию агрессивной среды. Поэтому фитинги PPSU/PVDF РОСТерм стали одной из альтернатив латунным фитингам. Так как монтаж фитингов и гильз обеспечивает надежное герметичное соединение, это дает возможность их использования в монолите и стяжке.
Безопасность и надежность продукции – это забота о потребителях.
В условиях современного рынка, который требует от производителей выпуска качественной и надежной продукции, необходимо осуществлять непрерывный технический контроль на всех стадиях производственного процесса. Сегодня производство РОСТерм имеет собственную аккредитованную лабораторию (аттестат аккредитации NoРОСС RU.32368.04НСО0), оснащенную новейшим и уникальным оборудованием.
В сферу деятельности испытательной лаборатории входит:
Входной контроль (контроль сырья и комплектующих изделий)
Операционный контроль (контроль на этапе производства)
Приемо-сдаточный контроль (приемка партий изделий)
Научно-исследовательская деятельность
Каждая партия входящего сырья проходит проверку. Комплекс исследований отслеживает отдельные параметры и дает возможность устранять все недостатки.
Лаборатория обеспечивает высокое качество, достоверность результатов и своевременность испытаний труб, фитингов и их соединений. Например, являясь единственным производителем в России аксиальной системы PE-Xa, в лаборатории РОСТерм фитинги проходят испытания как изделие, так и соединение: фитинг PPSU + гильза PVDF + труба PE-X. Это позволяет испытывать систему целиком.
ДСК-анализ
Сегодня техническое оснащение лаборатории Ростерм отвечает самым высоким стандартам.
Одним из уникальных оборудований, входящих в арсенал лаборатории Ростерм, является прибор для ДСК-анализа с высочайшей чувствительностью. Он позволяет обнаруживать даже незначительные тепловые эффекты.
Немного о нем.
Дифференциальная сканирующая калориметрия — это метод, который используется для изучения того, что происходит с полимерами при нагревании.
А именно, он фиксирует его фазовые переходы, те изменения, которые происходят при нагревании. Например: стеклование, плавление, кристаллизация.
Как мы изучаем, что происходит с полимером при нагревании? Очевидно, первым делом надо его нагреть. И именно с этого начинается метод дифференциальной сканирующей калориметрии (ДСК).
Итак, есть два тигля (емкости для исследуемого образца). В один тигель помещаем наш полимерный образец. Другой тигель служит для сравнения. Его оставляем пустым. Каждый тигель ставится на нагреватель. Компьютер включает оба нагревателя и командует им нагревать тигли с определенной скоростью, обычно 10 градусов в минуту. Компьютер следит за тем, чтобы скорость нагревания оставалась абсолютно одинаковой в течение всего эксперимента.
И почему бы им не нагреваться с одной и той же скоростью? Причина этого проста: ведь два тигля различны: в одном есть полимер, а в другом - нет. Наличие в одном из тиглей полимерного образца означает, что в этом тигле, во всем остальном похожем на другой, есть немного больше вещества. А наличие дополнительного вещества говорит о том, что потребуется больше тепла для того, чтобы температура тигля с образцом увеличивалась точно с той же скоростью, что и в эталонном тигле.
Поэтому нагревателю под тиглем с образцом придется работать усерднее, чем нагревателю под эталонным тиглем. Он должен выделять больше тепла.
И именно насколько больше тепла он должен выделять, мы измеряем в ДСК - эксперименте.
График зависимости выделяемого тепла с повышением температуры и показывает нам ДСК кривая. Данный график покажет нам все фазовые переходы нашего полимера и зависимость выделяемого тепла с повышением температуры.
По термическим характеристикам из графика можно определить, что за материал перед нами: полипропилен рандом сополимер или например, гомополимер. Температура плавления также покажет, есть ли в материале какие-нибудь инородные примеси.
Еще ДСК показывает такую характеристику как индукционный период окисления, насколько материал может сопротивляться высоким температурам. Данный параметр важен для длительного использования труб в системах отопления и горячего водоснабжения.
Проводя ДСК-анализ всего входящего сырья, завод РОСТерм гарантирует производство всей продукции только из качественного материала.
Помимо проверки сырья, ДСК-анализ сможет использоваться для идентификации материала готовой продукции, тем самым подтверждая или опровергая соответствие качества нормативной документации.
Как мы знаем трубопроводы из сшитого полиэтилена PE-Xa эксплуатируются в Европе уже более 40 лет, а многие мировые производители для производства труб больших диаметров для теплосетей выпускают трубы только из пероксидно-сшитого полиэтилена (PE-Xa).
В свое время необходимость использования полиэтилена при более высоких температурах и давлении (для систем отопления и горячего водоснабжения) привела к разработке способов получения полиэтилена с большим молекулярным весом. Это было достигнуто спомощью образования дополнительных поперечных связей полимера под высоким давлением. Этот процесс получил название СШИВКА, а полиэтилен, полученный таким способом — СШИТЫЙ ПОЛИЭТИЛЕН (или РЕ-Х).
Таким образом, сшитый полиэтилен — это производная от полиэтилена. В химическую структуру которого включается активный элемент, который усиливает конечные свойства трубы по температуре и давлению. Сам химический элемент и способы его катализации и определяют методы сшивки: PE-Xа - пероксидный, PE-Xb - силановый, PE-Xc – радиационный.
Сегодня компания РОСТерм – крупнейший российский производитель труб и фитингов из полимерных материалов (PP-R/PP-RT/PE-Xa/PE-Xb/PVDF/PPSU/PE-RT/PVC) имеет собственную лабораторию, оснащенную всем необходимым оборудованием для контроля исходного сырья, для проведения гидравлических испытаний труб, фитингов, их соединений и других сложных тестов.
Последние годы основным фокусом завода РОСТерм является наращивание мощностей производства трубы PE-Xa. Предприятие изначально сделало ставку на высокую технологическую оснащенность производства и собственной лаборатории, так как перок- сидная технология требует самого строгого соблюдения всех параметров процесса и это очень тщательный̆ процесс.
О сшивке
Степень сшивки является важнейшим свойством полиэтиленовых труб, в частности PE-Xa, так как влияет на их прочность, долговечность и устойчивость к температурным перепадам. Определение сшивки в трубах PE-X представляет собой сложный процесс, который включает в себя несколько факторов, в том числе тип используемого метода сшивки, уровень сшивки и используемый метод испытаний.
Сшивание — это процесс, при котором полимерные цепи в полиэтилене химически связываются друг с другом, образуя трехмерную сеть. Этот процесс улучшает физические и химические свойства полиэтилена и повышает его производительность в условиях высокого
давления. Сшивание может быть достигнуто с помощью различных методов, включая облучение электронами (радиационное), пероксидное и силановое сшивание – данные методы являются наиболее распространенными. Каждый из этих методов имеет свои преимущества и недостатки, и тип используемого метода сшивания может повлиять на уровень сшивки и свойства трубы PE-X.
Виды тестов и классический метод
Тесты по определению степени сшивки труб из сшитого полиэтилена обеспечивают надежность выпускаемой продукции компанией РОСТерм.
На текущий момент производством используются различные методы определения степени сшивки, включая дифференциальную сканирующую калориметрию (ДСК), определение механических свойств материала при помощи реометра и испытание на растяжение. Однако мы рассмотрим классический и наиболее точный метод с использованием ксилола.
Классический метод определения степени сшивки в трубах PE-X основан на том принципе, что сшитый полиэтилен более устойчив к растворителям, которым является ксилол.
Стандартная процедура проведения теста на растворимость в ксилоле описана в стандарте ГОСТ Р 59112-2020 (в оригинале ISO 10147:2011) и включает в себя:
Подготовка образца: данный этап подразумевает избавление образца от слоя EVOH (если он присутствует) и нарезание стружки строго определенной толщины и веса. Полученный образец помещают в металлическую сетку с определенным размером ячейки. Образец взвешивают на высокоточных весах как отдельно так и вместе с металлической сеткой.
Приготовление растворителя: Ксилол должен быть получен из надежного источника, быть чистым и иметь квалификационную категорию. Растворитель следует тщательно отмерить и поместить в стеклянную емкость, соблюдая требования стандарта по объему. Здесь важным этапом является добавление антиоксиданта по регламентированной формуле, несмотря на тот факт, что стандарт допускает при использовании чистого ксилола его не добавлять. Полученный раствор тщательно перемешивают и доводят до кипения.
Погружение образца: образец должен быть погружен в ксилол, убедившись, что он полностью покрыт.
Время тестирования: образец следует оставить в кипящем ксилоле на 8 часов. Кипение в данном случае обеспечивает равномерное перемешивание растворителя. По окончании данного этапа образец достают из колбы и доводят до комнатной температуры, после чего оставляют сушиться при 140°С на три часа.
Получение результатов: тщательно высушенный образец повторно подвергают взвешиванию и результат теста определяют по описанной в стандарте формуле. Смысл данной формулы сводится к определению процентного соотношения конечной массы образца к изначальной.
Важно отметить, что отклонения от процедуры на каждом этапе может значительно повлиять на конечный результат теста. Поэтому важно тщательно следовать инструкциям стандарта и использовать хорошо откалиброванное и поверенное оборудование для обеспечения точных результатов.
Таким образом можно судить, что тест по определению степени сшивки является одним из наиболее сложных методов при проверке качества труб PE-X, так как требует не только использование высокоточного оборудования, но и высокую квалификацию, профессиональный опыт, а также использование проверенных и надежных реактивов.
Сегодня РОСТерм обладает современным оборудованием и большим опытом проведения лабораторных испытаний, что дает возможность поставлять на стройку России качественное поверенное оборудование.
В современном строительстве системах водоснабжения и отопления многоэтажных домов применяется система горизонтальной разводки, которая предусматривает прокладку трубы и фитингов в стяжке пола. Поэтому соединение трубы при помощи фитингов должно быть очень надежным и простым. Этим требованиям отвечает аксиальная система при помощи
надвижной гильзы.
Много лет в монтаже использовались фитинги из латуни, железа и стали. Но сегодня в сфере материалов произошла настоящая революция. Открытие полимеров дало рынку инженерных систем новые изделия с аналогичными свойствами. Одной из альтернатив латунным фитингам стали PPSU-фитинги компании РОСТерм, которые изготавливаются из специального полимера – полифенилсульфона (PPSU).
В современном мире изделия из полифенилсульфона применяются во многих сферах: при производстве оборудования для медицинской техники, пищевой, автомобильной и авиакосмической промышленности.
Монтаж PPSU фитингов и гильз PVDF обеспечивают надежное герметичное соединение, это делает возможным использование в монолите и стяжке. По прочностным характеристикам PPSU фитинги не уступают латунным. При этом они более стойкие к агрессивным средам и не коррозируют в сравнении с латунным решением при воздействии на него щелочной среды, образовывающейся в процессе нанесения стяжки пола от цементного молочка.
Основные преимущества PPSU-фитингов РОСТерм:
высокая прочность к ударным и механическим нагрузкам, в том числе при минусовых температурах
устойчивость к высоким температурам и УФ-лучам
не подвержены коррозии, минеральным отложениям
нейтральность при контакте с водой
устойчивость к процессу старения под воздействием температуры и давления
не заужают внутренний диаметр трубопровода
На данный момент РОСТЕРМ – это уникальное современное технологичное производство, выпускающее трубы PE-Xа и аксиальную систему PPSU и PVDF на одной площадке, что позволяет проводить также испытания соединений трубы и фитинга